Роликовый тренажер для брюшного пресса, тренажер для живота, оборудование для тренировки скорости спины, упражнение, отскок колеса, тренировка, спортзал, сопротивление, спорт|Ролики для пресса|
описание продукта
Бесплатная отправка коврик
Особенности:
Отскок дизайнИнтеллектуальная конструкция отскока, когда Колесо Живота находится в плотном состоянии, будет функция отскока для легкого сброса. Подходит для начинающих, чтобы избежать мышечного напряжения, вызванного чрезмерной дугой движения.
Под разными углами
Многоугольное круглое упражнение, может быть боковым сползанием, так что мышцы талии и груди будут более растягиваться.
Применение
Прочная конструкция для тренажерного зала или домашнего использования, тонизирует АБС и укрепляет плечо, руки, спину и верхнюю часть тела.
Анти-скольжения
Имитация Текстуры шин, нескользящая износостойкая, устойчивая и безопасная, не скользит, не повреждает пол.
Легко пользоваться
Брюшное колесо дизайн без подшипника пространства стальная труба и принимает ручки точек левой и правой руки дизайн, легко тренироваться, когда сила, удобный захват.
Технические характеристики:
Тип: каталка для брюшного пресса
Количество: купальное полотенце, 1 шт
Материал: ПП + ТПР
Цвет: черный и красный
Ширина колеса: 9,5 см
Размеры: 32*16,7*16,7 см/12,59*6,57 * 6.57in
Вес нетто: 1200,0 г/2,65 фунт
Посылка:
1 * Ролик для брюшного пресса колеса
1 * колено коврик
триммер — тренажер для красивой талии и крепкого пресса
Колесо-триммер — тренажер для красивой талии и крепкого пресса
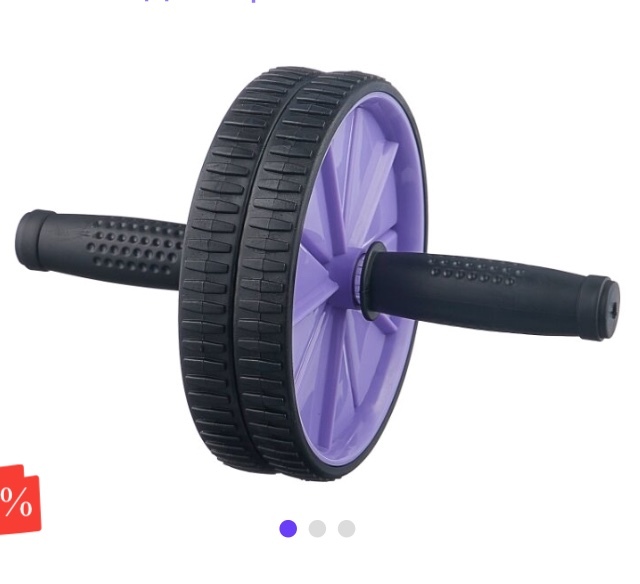
Колесо-триммер (гимнастический ролик, ролик для пресса, колесо для пресса, гимнастическое колесо, колесо для фитнеса и др.
При занятиях необходимо держать ролик в вытянутых руках и, упираясь на колени или носки (при хорошей физической форме), медленно катить снаряд по полу вперёд, после чего возвращаться в исходное положение. Повышение нагрузки достигается путём увеличения амплитуды движения и числа повторов упражнений.
Несмотря на простоту конструкции, гимнастический ролик является очень эффективным снарядом, так как в ходе тренировок сразу задействован широкий спектр мышц — брюшного пресса (прежде всего), груди, спины, рук и ног, которые одновременно получают существенную нагрузку. Другими достоинствами являются компактность и возможность заниматься даже дома.
Существуют такие разновидности:
1. Колесо-триммер одинарное либо двойное. Существуют как самые простые конструкции, так и более дорогие модели. Самые простые и недорогие модели имеют пластмассовые ручки и колеса. Более удобные — снабжены обрезиненными ручками и колесами.
2. Колесо-триммер с возвратным механизмом. Этот ролик для пресса снабжен механизмом, который помогает при возвратных движениях. Тем самым он снимает нагрузку с мышц спины поясничного отдела. Четыре колеса создают дополнительную устойчивость, а механизм возврата помогает эффективно выполнять упражнения, прилагая меньше усилий при обратном движении.
3. Колесо-триммер с изменяемой нагрузкой. Заменяемые рукоятки для различных видов упражнений. При выполнении упражнений изменяется уровень усилий. За счет смены положения ручек, нагрузка на мышцы увеличивается.
4. Колесо-триммер с педалями. На оси ролика для пресса закреплены две педали по одной с каждой стороны. Педали имеют петли для того, чтобы стопы ног не соскальзывали во время выполнения упражнений.
5. Колесо-триммер многоканальное с натяжителями (эспандерами).
Как выбрать колесо-триммер
Для начинающих самым подходящим вариантом будет колесо-триммер с возвратным механизмом.
Для тех, кто уже имеет результаты – колесо-триммер со смещенным центром.
Для тех, кому наскучили простые упражнения, есть колесо-триммер с педалями. Такой ролик для пресса помогает разнообразить и усложнить тренировки.
Универсальным вариантом будет обычное колесо-триммер одинарное либо двойное.
Упражнения
Возьмите ролик за ручки. Встаньте на пол, ноги вместе. Нагнитесь, не сгибая коленей. Поставьте ролик на пол и переместите не него свой вес с прямыми руками. Двигайтесь вперед, постепенно распрямляясь. Когда почувствуете предел своих возможностей, возвращайтесь в исходное положение. И снова повторите.
Чтобы укрепить косые мышцы пресса, перекатывайте ролик по диагонали.
Есть более облегченный вариант выполнения. Отличительной деталью будет выполнение упражнения стоя на коленях. Это облегчит цикл сгибания-разгибания.
Упражнения на колесо-триммере с педалями
1) Закрепите стопы на педалях.
2) Другой вариант. Сгибаться и разгибаться с выпрямленными ногами (пятая точка поднимается вверх).
Упражнения для колеса с натяжителями
С таким тренажером можно тренироваться используя обе руки, либо каждой рукой отдельно, меняя нагрузку.
Преимущества ролика для пресса: ролик стоит небольших денег, легкий, малогабаритный, можно брать с собой в поездки, простой в применении, дает хорошую нагрузку на мышцы.
Оборудование для тренировки мышц пресса брюшного пресса роликовый домашний фитнес тренажер для тренажерного зала роликовый тренажер с Пушап веревочкой|Ролики для пресса|
С этим набором оборудования для упражнений, превратите ваше живое пространство, гостиничную комнату или парковую полянку в настоящий тренажерный зал! Экономьте свое время и деньги на вождение в спортзал, когда вы получите форму и строите свои силы и мышцы в любом месте в любое время.
Особенности:
4 в 1 домашнее оборудование для тренировки: включает в себя Регулируемый Скакалка, пуш-ап бар, AB роликовый комплект с наколенниками, поможет вам сэкономить деньги. Не нужно покупать их соответственно.
Ролик AB для стабильности: этот обновленный ролик AB, построенный с длинной ручкой трубы и покрытый противоскользящей пеной, что делает его более стабильным.
Для всех уровней фитнеса: фитнес-оборудование для начинающих и продвинутых тренажеров.
Технические характеристики:
Материал: сталь + полиуретан
Кол-во: 4 шт/комплект
Вес: 1400 г/3.09lb
Размер упаковки: 260*150*180 мм/10,2*5,9*7,1 дюйма
Вес упаковки: 1500 г/3.31lb
Посылка список:
1 * AB ролик-колесо
1 * скакалка
1 * наколенники
1 * сумка из ткани Оксфорд
Доставка:
1. Мы гарантируем отправку товаров в течение 24-72 часов после подтверждения оплаты, за исключением праздников.
Мы гарантируем отправку товаров в течение 24-72 часов после подтверждения оплаты, за исключением праздников.
2. Мы отправляем почтой Китая, HKpost EMS, DHL, FedEx, согласно вашему выбору при размещении заказов.
3. Если вы не получили товар через 45 дней, пожалуйста, не стесняйтесь связаться с нами. Мы приложим все усилия, чтобы решить проблему.
5. Из-за наличия и разницы во времени, мы выберем для быстрой доставки ваш товар с нашего первого доступного склада.
Гарантия:
1. Все товары имеют гарантию 1 год. Если ваша покупка не соответствует качеству товара, фитнесу для цели или соответствовать описанию, мы можем убедиться, что ваши проблемы решены.
2. Для неправильно отправленных товаров, пожалуйста, свяжитесь с нами в течение 48 часов после доставки. Мы организуем доставку правильных товаров или вернем все ваши платежи.
3. Для дефектных или неисправных продуктов, пожалуйста, сделайте фотографии или видео, мы отправим или вернем деньги после подтверждения.
Тренажерный зал — фитнес тренеровки в Уфе, выгодная цена на занятия в клубе FW
Занятия на тренажерах в Уфе
Мы рекомендуем занятия на тренажерах (Уфа) не только для людей, желающих сбросить лишний вес. При преимущественно сидячей работе необходимо посещать тренировки в тренажерном зале, цена малоподвижного образа жизни – слабые и малоэластичные мышечные волокна. Фитнес тренировки, стоимость которых небольшая, поддерживают тонус мускулатуры и избавляют от болевых ощущений в спине. Fitness Woman – это эффективные фитнес тренировки в Уфе, цена и результативность которых вас порадуют.
Занятия в тренажерном зале: цена, оборудование, услуги
Fitness Woman – это действенные тренировки в тренажерном зале, стоимость которых подразумевает помощь инструктора в зале.
Тренировки на тренажерах в Уфе:
- эллипсоид для снижения веса
- гиперэкстензия для мышц поясницы и здорового позвоночника
- беговая дорожка с системой амортизации для снижения нагрузки на суставы
- тренажер для пресса с дополнительной нагрузкой
- гребной тренажер для выносливости и всех групп мышц
Fitness Woman – это лучшие фитнес тренировки Уфа, цена абонемента зависит от акций и сезонных предложений.
Фитнес тренировки Уфа, цена стоит результата
Fitness Woman (Тренировки на тренажерах для Уфа) – это:
- современный тренажерный зал, цена абонемента – у наших менеджеров
- аппаратное лечение и омоложение организма
- эффективные фитнес тренировки, цена занятий – у наших менеджеров
Fitness Woman – только правильные фитнес тренировки Уфа, стоимость занятий зависит от акций и скидок.
Хотите быстрый результат? Выбирайте фитнес тренировки в Уфе, стоимость уточняйте у администраторов Fitness Woman. У нас только результативные занятия в тренажерном зале: стоимость небольшая, результат впечатляющий!
Запишитесь в тренажерный зал, стоимость занятий и другую информацию вам сообщат наши операторы. Оставьте заявку на сайте или позвоните сами.
Роликовые прессы. Гимнастическое колесо с ручками — тренажер для пресса и не только Роликовый пресс проходного типа своими руками
Основным назначением роликового пресса является облицовывание МДФ, ДСП, ДВП и других плитных материалов. Такое оборудование подходит и для обработки заранее профилированных листов пластиками и пленками.
Такое оборудование подходит и для обработки заранее профилированных листов пластиками и пленками.
Чаще всего роликовые прессы применяются на средне- и крупносерийном производстве. Уникальная установка незаменима при изготовлении столешниц, кухонной мебели и офисных предметов интерьера. Роликовые прессы обычно используют совместно со станками для софтформинга и постформинга.
Особенности роликовых прессов
В роликовых прессах подача заготовок происходит при помощи верхних и нижних прорезиненных роликов. Современное оборудование позволяет регулировать скорость подачи, используя пульт управления (на передней плоскости станины). Благодаря возможности регулировать работу системы удается исключить вероятность повреждения и проскальзывания заготовок.
Для настройки роликового пресса по толщине предусмотрена винтовая пара (рукоятка находится на торце станка). Контролировать точность отмера можно по шкале индикатора. Обратите внимание, что верхний прессующий ролик при настройке должен находиться в верхнем положении.
Во время прессования усилие обеспечивают пневмоцилиндры, благодаря чему удается выполнять облицовку более качественно. Для нагрева облицовочного материала используются верхние тэны. Такая система позволяет произвести вторичную активацию связующего вещества, за счет чего соединение получается более прочным. Температуру нагрева тэна можно изменить в любой момент, используя пульт управления. При создании роликовых прессов особое внимание обращается на обеспечение безопасности работы на таком оборудовании. В передней части станка установлен надежный защитный экран. Кроме того, на выходе предусмотрены кнопки аварийного отключения.
Роликовые прессы для мебельного и деревообрабатывающего производства
Компания «НЕВАСТАНКОМАШ» предлагает широкий выбор роликовых прессов, способных удовлетворить потребностям любого по масштабам производства. У нас представлено множество моделей станков, отличающихся мощностью, скоростью подачи, максимальной шириной и толщиной обрабатываемых деталей.
Свяжитесь с консультантами компании «НЕВАСТАНКОМАШ», чтобы купить оборудование, которое гарантированно сделает работу вашего предприятия более эффективной.
Предназначен для одностороннего облицовывания плитных материалов (ДСП, ДВП, МДФ), в том числе заранее профилированных, различными пленками и пластиками с нанесенным предварительно клеем. Пнематическое прессование, а также использование обрезиненных роликов позволяют получить чистое клеевое соединение с материалами малой толщины. Пресс оснащен устройством регулировки скорости подачи, что позволяет получать высокое качество соединения.
Станок компактен, удобен в эксплуатации, энергоэкономичен. Идеально подходит для применения на предприятиях и в цехах для среднего и крупносерийного производства офисной и кухонной мебели, мебельных фасадов и столешниц. Применяется в комплекте со станками для постформинга мод. Т-PF 190 и софтформинга мод. Т-SF 151.
Подача заготовок осуществляется с помощью нижнего приводного и верхнего прессующего роликов с резиновым покрытием. | |
Регулировка толщины заготовки выполняется с помощью маховика и цифрового счетчика, расположенных в левой части пресса. | |
Скорость подачи регулируется с пульта управления инвертором. Обеспечивается непрерывная и равномерная подача, а также исключается проскальзывание заготовок и повреждение поверхности при обработке |

| Верхний прессующий ролик предназначен для создания достаточного усилия прессования для наклейки облицовочного материала на пласть заготовки при непрерывной подаче заготовки. Усилие прессования обеспечивается с помощью пневмоцилиндров. | |
Позволяет производить высококачественное приклеивание облицовочного материала. Верхние тэны осуществляют предварительный нагрев облицовочного материала с нанесенным клеем. Зафикировать величину нагрева можно с помощью термостата. При работе с различными видами ламинированных покрытий необходимо пользоваться различными режимами нагрева. Выбор того или иного режима нагрева осуществляется в зависимости от используемых типов ламината и клея. Верхние тэны осуществляют предварительный нагрев облицовочного материала с нанесенным клеем. Зафикировать величину нагрева можно с помощью термостата. При работе с различными видами ламинированных покрытий необходимо пользоваться различными режимами нагрева. Выбор того или иного режима нагрева осуществляется в зависимости от используемых типов ламината и клея. | |
Панель управления прессом расположена на фронтальной стороне станины и обеспечивает удобство управления работой пресса.
Кнопки экстренного останова расположены на панели управления пресса, а также на панели управления электрическими устройствами. Дополнительные кнопки установлены на верхней части станины на выходе заготовки из пресса.
Пресс роликовый проходного типа предназначен для одностороннего облицовывания пластей плитных материалов (ДСП, ДВП, МДФ), в том числе, заранее профилированных, различными пленками и пластиками с нанесенным предварительно клеем для последующего приклеивания свеса на профильную кромку методом постформинг и кромочного материала методом софтформинг Идеально подходит для применения на предприятиях и в цехах для среднего и крупносерийного производства офисной и кухонной мебели, мебельных фасадов и столешниц. Применяется в комплекте со станками для постформинга мод. Т-PF 190 и софтформинга мод. Т-SF 151.
Применяется в комплекте со станками для постформинга мод. Т-PF 190 и софтформинга мод. Т-SF 151.Опции, описания
МЕТОД СОФТФОРМИНГ
ОТЛИЧИТЕЛЬНЫЕ ХАРАКТЕРИСТИКИ:
Ролики подачи заготовок. Подача заготовок осуществляется с помощью нижнего приводного и верхнего прессующего роликов с резиновым покрытием. Скорость подачи регулируется с пульта управления инвертором. Обеспечивается непрерывная и равномерная подача, а также исключается проскальзывание заготовок и повреждение поверхности при обработке. | |
Настройка ролика на толщину заготовки Настройка ролика по толщине обрабатываемой заготовки производится с помощью винтовой пары поворотом рукоятки на торце пресса. Отсчет размера производится по шкале индикатора. При настройке верхний прессующий ролик должен быть в крайнем верхнем положении. | |
Верхний прессующий ролик Предназначен для создания достаточного усилия прессования для наклейки облицовочного материала на пласть заготовки при непрерывной подаче заготовки. Усилие прессования обеспечивается с помощью пневмоцилиндров. Позволяет производить высококачественное приклеивание облицовочного материала. | |
Предварительный нагрев Верхние тэны осуществляют предварительный нагрев облицовочного материала с нанесенным клеем для вторичной активации с целью высококачественного приклеивания. Температура нагрева регулируется на дисплее пульта управления. В передней части пресса установлен отражательный защитный экран. | |
Дополнительные кнопки аварийного отключения. Дополнительные кнопки аварийного отключения пресса установлены в верхней части ограждения на выходе из пресса и обеспечивают повышенную безопасность работы. | |
Пульт управления прессом. Панель пульта управления расположена на передней плоскости станины и обеспечивает удобство управления работой пресса. |


Существует довольно много тренажеров, отличающихся компактными размерами, но способных сделать работу над телом гораздо более эффективной. Одним из них является ролик для пресса, занятия с которым направлены на укрепление мышц живота, но также позволяют работать и с другими мышечными группами. Выполнять упражнения с тренажером могут не только подготовленные спортсмены, но и новички, делающие свои первые шаги в мире спорта.
Тренажер можно найти практически в любом спортивном магазине или приобрести через интернет. Названия могут быть разными: ролик для пресса, колесо для пресса, спортивное колесо, гимнастическое колесо, ролик гимнастический. На самом деле, это наименования одного и того же тренажера.
Что из себя представляет тренажер
Колесо для пресса полностью оправдывает свое название. По сути это и есть колесо, по обеим сторонам которого закреплены ручки. Тренажер может иметь как одно, так и два колеса или предусматривать возможность установки/снятия дополнительного колеса. Диаметр может быть разным, но обычно составляет от 15-20 см (чем меньше диаметр, тем сложнее заниматься). Самые простые модели имеют обычные пластмассовые ручки, а у более совершенных они прорезиненные, что гораздо удобнее и безопаснее при занятиях.
По сути это и есть колесо, по обеим сторонам которого закреплены ручки. Тренажер может иметь как одно, так и два колеса или предусматривать возможность установки/снятия дополнительного колеса. Диаметр может быть разным, но обычно составляет от 15-20 см (чем меньше диаметр, тем сложнее заниматься). Самые простые модели имеют обычные пластмассовые ручки, а у более совершенных они прорезиненные, что гораздо удобнее и безопаснее при занятиях.
Модернизированные модели могут оснащаться педалями для ног, которые позволяют расширить перечень упражнений и активнее работать над нижней частью тела. Также можно приобрести тренажер колесо с ручками, в который будет встроен триммер с натяжителями (эспандерами).
На что обратить внимание при выборе
Приобретая гимнастический ролик, важно правильно оценить свои возможности и потребности, а также проанализировать предложения товара на рынке. Это необходимо, чтобы купить тренажер именно для своего уровня, а также не поддаться на уловки консультантов в магазинах, которым иногда гораздо важнее не помочь клиенту найти подходящий вариант, а продать ему модель более дорогую.
Тренажер с механизмом возврата – оптимальный вариант для начинающих. Он позволяет облегчить тренировки и минимизировать риск получения травмы. Но в отличие от простого колеса, не имеющего подобной функции, дает не такую высокую нагрузку.
Заниматься с колесом для пресса, имеющим два ролика, намного проще, чем с одним. Такой тренажер лучше держит равновесие, хотя и облегчает нагрузку.
Ролик со смещенным центром тяжести больше подходит тем, кто уже имеет опыт работы с простым колесом и готов к более сложным нагрузкам. Для новичков такая модель не рекомендована.
При выборе стоит обратить внимание на вес колеса. С моделями небольшого веса заниматься проще, с тяжелыми сложнее.
Колесо с педалями выбирают обычно те, кто занимается профессионально. Такой тренажер позволяет значительно разнообразить комплекс упражнений с ним и получить наилучший результат. Еще больше вариантов выполнения упражнений дает тренажер, дополнительно оборудованный триммером с натяжителями. Он позволяет увеличивать нагрузки за счет использования натяжения троса.
Он позволяет увеличивать нагрузки за счет использования натяжения троса.
Какие мышцы укрепляются при работе с тренажером
Упражнения с роликом для пресса направлены на проработку преимущественно верхней части корпуса, а именно рук, плеч, живота, спины и груди. Но при их выполнении значительная нагрузка приходится также на мышцы нижнего пресса и поясницы, дополнительно задействуются ягодицы, квадрицепсы и бицепсы бедра.
Выполняя упражнения с колесом в положении «планка», без нагрузки не остается практически ни одна часть тела. Большой выбор вариантов использование тренажера позволяет также работать и над скрытыми мышцами, добиваясь при этом наилучшего результата.
Как прокачать пресс и другие мышцы при помощи колеса
Существует довольно много упражнений, в выполнении которых используется гимнастическое колесо. Принцип действия всегда практически одинаков, но меняется исходное положение.
Стоя на коленях
Держась выпрямленными руками на ручки ролика, упереться им с пол и расположить его строго под плечами. Медленно начать откатывать колесо вперед на расстояние вытянутых рук, так же медленно вернуться в исходное положение. Этот самый простой вариант, но довольно эффективный для проработки пресса. Для работы над косыми мышцами пресса выполняется похожее упражнение, но ролик откатывается не вперед, а немного в сторону от корпуса тела.
Медленно начать откатывать колесо вперед на расстояние вытянутых рук, так же медленно вернуться в исходное положение. Этот самый простой вариант, но довольно эффективный для проработки пресса. Для работы над косыми мышцами пресса выполняется похожее упражнение, но ролик откатывается не вперед, а немного в сторону от корпуса тела.
Стоя на одном колене
При этом вторая нога отведена в сторону. Упражнение выполняется аналогично предыдущему. Также возможно откатывать ролик как вперед, так и в сторону.
Упор полустоя
Одной ногой встать на колено, вторая упирается в стену или другую надежную поверхность. Удерживая ролик в руках, откатывать его максимально вперед и назад, удерживая на нем центр тяжести.
Упор стоя
Ноги на ширине плеч, руки выпрямлены, роликом упереться в пол. Прокатить его вперед настолько, насколько этого позволяет сделать физическая подготовка, вернуться назад.
Сидя на коленях
Сделать откат вперед до положения лежа, не отрывая колени от пола, подтянуться назад.
Выполнять каждое упражнение с роликом для пресса рекомендуется 10 раз, делая по 3 подхода. На первоначальном этапе тренировок количество повторов и подходов можно сократить. Особенно актуально это для тех, кому физически нагрузки несвойственны. Заниматься лучше всего через день, поскольку мышцам необходимо время на восстановление.
Крайне важно каждый раз перед тем, как начать пользоваться гимнастическим роликом, разогревать тело несложными упражнениями. Это может быть бег, приседания, наклоны и т.п.
Преимущества ролика перед другим тренажерами
Несмотря на свою простоту, небольшие габариты и невысокую стоимость, спортивный ролик имеет немало достоинств и способен составить серьезную конкуренцию более сложным и дорогим тренажерам. К числу его преимуществ можно отнести:
- Высокую эффективность в направлении укрепления мышц пресса, а также общей «сушки» организма и уменьшении количества жировых отложений;
- Воздействуя как на прямые, так и на косые мышцы живота, ролик помогает изменить его форму, сделав пресс подтянутым и привлекательным;
- Увеличение выносливости, улучшение осанки;
- Не занимает много места, прост в сборке и эксплуатации;
- Можно подобрать тренажер для различной степени подготовленности и веса спортсмена, а также типа упражнений.


Особенности выполнения упражнений
Выполняя упражнения с гимнастическим колесом, необходимо придерживаться определенных рекомендаций, которые помогут получить от занятий наиболее заметный результат:
- Тем, кто только начинает занятия с роликом, лучше сразу не становиться в позицию планка, а выполнять упражнения с упором на колени;
- Колесо должно приводиться в движение максимально плавно, без рывков;
- Во время движения колеса мышцы живота должны находиться в постоянном напряжении;
- В конечной позиции необходимо делать небольшую паузу.
- Выполняя упражнение стоя на коленях, необходимо подложить под них специальный гимнастический коврик, чтобы минимизировать нагрузку на суставы.
Существует ряд противопоказаний для тренировок с колесом. Традиционно к ним принято относить:
- Травмы позвоночника и болезни суставов;
- Наличие хронических заболеваний;
- Плохое самочувствие;
- Беременность.
В случае появления болезненных ощущений в области спины и позвоночника, занятия рекомендуется прекратить и проконсультироваться со специалистами.
Многие мечтают о спортивной фигуре и кубиках пресса на животе. Есть мнение, что в такую физическую форму можно привести себя, только посещая тренажерный зал и отдавая кучу денег профессиональным тренерам. Но в домашних условиях вполне возможно добиться желанного стройного тела. Гору мышц развить не получится, но создать упругость и подтянутость можно и дома.
Необходимо приобрести спортивный инвентарь. Эффективным тренажёром для развития пресса является обычный ролик. Возможно, многие видели такое приспособление на уроках физической культуры в школе или университете. Он предназначается для укрепления мышц живота.
Ролики для пресса
Это дешёвый физкультурный снаряд, который укрепляет мышцы, не только живота. Конструкция проста, упражнения эффективны. Многие сталкиваются с затруднениями в использовании приспособления из-за того, что у них слабо развиты мышцы живота и спины. Прямая и косые мышцы сокращаются изометрически, незначительно сгибая талию под сопротивлением. Если отсутствует сгибание талии, то прямая и внешние косые мышцы будут стабилизаторами таза и талии во время сгибания тазобедренного сустава.
Если отсутствует сгибание талии, то прямая и внешние косые мышцы будут стабилизаторами таза и талии во время сгибания тазобедренного сустава.
Мышечный атлас
Рассмотрим мышцы, которые задействуются при использовании этого ролика:
При правильном использовании тренажёра данные мышечные группы задействуются при тренировке. Это большое количество мышц для такого тренажёра.
Плюсы использования ролика
Тренажёр подойдёт для сжигания подкожного жира . Он полезен при правильном его использовании и соблюдении диеты. Рассмотрим, какие преимущества получит покупатель этого нехитрого приспособления.
- Качает брюшной пресс . За счёт укрепления мышц кора создаётся прочный мышечный корсет.
- В работу вовлекаются примерно 20 мышц .
- Активно задействуются прямые и косые мышцы живота – этого нельзя добиться обычными скручиваниями при тренировке пресса.
- Значительно увеличивается выносливость, улучшается осанка, проходят боли в спине , достигается увеличение рабочих весов при приседании со штангой.
- А также развивается мышечная координация , увеличивается сжигание калорий в период без тренировок.

Ролик для пресса: выполнение упражнений
Техника выполнения упражнений
Есть нюансы при выполнении упражнений с роликом для пресса. Важно знать правильность выполнения всех манипуляций с тренажёром. Чтобы разобраться с этим, необходимо изучить технику выполнения упражнения:
Секреты
Чтобы добиться максимум эффекта, необходимо соблюдать правила:
- катить тренажёр нужно медленно, контролируя процесс вперёд и назад;
- мышцы пресса должны быть напряжены;
- в растянутой позиции необходимо задержаться на 1-2 секунды, а после – возвращаться в исходное положение;
- упражнения лучше выполнять на коврике – так не будут травмироваться колени;
- чтобы развить силу брюшных мышц и создать прочный опоясывающий корсет, необходимо сочетать это упражнение вместе с «планкой» ;
- когда техника полностью освоена, можно применять диагональные прокаты;
- если имеются боли в нижней части спины или грыжа, не стоит заниматься таким видом тренировки. Идеальное количество подходов – 2-3, повторений нужно выполнить от 8 до 12.
 Идеальное количество подходов – 2-3, повторений нужно выполнить от 8 до 12.
Идеальное количество подходов – 2-3, повторений нужно выполнить от 8 до 12.Вариации упражнения
Существуют и другие вариации с использованием оборудования. Применять для тренировки можно фитнес-шар, обратный ролик или штангу.
Предпочтительнее приобретать ролик, поскольку упражнение с ним проще. Некоторые учёные-физиологи проводили эксперименты и сравнивали использование ролика с другими упражнениями на пресс.
Исследование показало, что ролик показывает наиболее высокие результаты: с ним задействуется 80% верхних мышц человека и 85% – нижних. Если использовать другие методы тренировки, то задействованы будут верхние мышцы на 70%, нижние – на 80%. Применение ролика для пресса является лучшим вариантом для проработки тела и уменьшения жировых прослоек.
Ролик для пресса: отзывы
Многие люди на себе испробовали такой вид тренажёра и делятся своими впечатлениями через отзывы:
Сразу отмечу, что если вы новичок в тренировках, то лучше начинать с простых упражнений без ролика, поскольку нагрузка существенная. Именно из-за этого ролик отлично подходит для тех, кто хочет дополнительно нагрузить себя при тренировке. Хочу отметить, что при тренировке с роликом, задействуются не только мышцы пресса, но и ноги, предплечья и спина. После первой тренировки всё будет болеть, но от этого уж никуда не деться. Да, кстати, в первый раз будьте осторожны, поскольку вполне можно стукнуться носом о пол.
Именно из-за этого ролик отлично подходит для тех, кто хочет дополнительно нагрузить себя при тренировке. Хочу отметить, что при тренировке с роликом, задействуются не только мышцы пресса, но и ноги, предплечья и спина. После первой тренировки всё будет болеть, но от этого уж никуда не деться. Да, кстати, в первый раз будьте осторожны, поскольку вполне можно стукнуться носом о пол.
Купил ролик Adidas. Он весьма удобный в тренировке, материал качественный, нагрузка на тело чувствуется сразу же при первом занятии.
Отзывы говорят об эффективности тренажёра.
Сравнение ролика с другими видами тренировок
Многие применяют для пресса прямые скручивания тела, но при выполнении такого упражнения туловище отрывается от пола, сокращая прямую мышцу живота и уменьшая расстояние между бёдрами и рёбрами.
Если использовать ролик, то эта мышца выполняет сокращение статически, изометрически, что происходит на протяжении всей амплитуды движения. Когда колесо приближается, то прямые мышцы пресса будут сокращаться, что приведёт к уменьшению расстояния между рёбрами и бёдрами.
Самыми эффективными тренировками для проработки пресса являются те, что задействуют сторонние мышцы минимально. Задействование сгибателей бедра уменьшает эффективность упражнения. Когда выполняются прямые скручивания на спине, сгибатели бедра остаются в неизменном положении, они задействованы, поскольку колено согнуто.
Когда выполняются упражнения с роликом для пресса, угол в бедре увеличивается и уменьшается, пресс получает дополнительную помощь от сгибателей. Скручивания являются изолированным упражнением, а ролик – комплексным. Такие виды упражнений решают разные задачи. Подъем туловища является целенаправленной проработкой мышц живота, а тренажер развивает и создаёт мышечный опоясывающий корсет. Но самый эффективный вариант – совмещение этих видов упражнений.
Ролик для пресса и «планка»
Эти упражнения похожи, поскольку пресс сокращаются изометрически. Мускулы работают для того, чтобы поддерживать позвоночник в статичном положении. Когда человек сидит и стоит, они напрягаются изометрически, чтобы поддерживать ровную осанку. Именно поэтому, важно тренировать изометрическую силу, поскольку это полезно для позвоночника, который будет находиться в правильном положении гораздо дольше в случае тренировок.
Именно поэтому, важно тренировать изометрическую силу, поскольку это полезно для позвоночника, который будет находиться в правильном положении гораздо дольше в случае тренировок.
Изометрические упражнения важны для выполнения работ со штангой (например, во время приседаний), поэтому следует тренировать эти мышцы, и позвоночник не будет перенапрягаться.
Чтобы развить мышцы живота, а не только приобрести кубики на нём, необходимо использовать планку и ролик.
Итог
Ролик для пресса является простым и эффективным тренажером, который поможет построить идеальное тело. Не нужно отдавать много денег и времени на посещение тренажерного зала – достаточно приобрести правильное оборудование, научиться пользоваться и результат придёт скоро. К тому же он стоит мало, даже продукция известной фирмы Adidas, а приобрести можно отличный спортивный агрегат.
Удачи в тренировках.
Тренажер пресса — Большая химическая энциклопедия
Presster — это однопозиционный пресс, который может имитировать профиль нагрузки любого производственного пресса. IVesster использует механические средства для достижения геометрического сходства с различными таблеточными прессами. Кинематическое и динамическое сходство достигается за счет согласования скорости и силы сжатия. Параметры процесса для моделирования обоих прессов указаны в таблице 4. [Pg.255]
IVesster использует механические средства для достижения геометрического сходства с различными таблеточными прессами. Кинематическое и динамическое сходство достигается за счет согласования скорости и силы сжатия. Параметры процесса для моделирования обоих прессов указаны в таблице 4. [Pg.255]Levin, M. (1999), Теория и практика моделирования таблеточного пресса для масштабирования процесса, доклад, представленный на конференции Arden House, Harsiman, New Йорк, США.[Pg.1090]
Guntermann, A. (2005), The Presster — симулятор таблеточного пресса, статья представлена в TabletTech, Брюссель. [Pg.1090]
Согласование графика силы и времени производственного таблеточного пресса является основной задачей любого моделирования таблеточного пресса. Однако скорость приложения силы и форма результирующего сигнала обычно заранее не известны. [Pg.3698]
Ф. Мандин, Х. Рустан, Р. Вайтрих, Дж. Гамбургер Г. Пикард, Моделирование процесса двухфазного электролиза от пузыря до шкалы электрохимической ячейки. Операции по инженерным наукам, 2007 WIT Press, Моделирование электрохимических процессов II, стр. 73… [Стр.9]
Операции по инженерным наукам, 2007 WIT Press, Моделирование электрохимических процессов II, стр. 73… [Стр.9]
Сегодня основной упор в новых разработках для штамповочных прессов находится в области измерения и контроля машинных данных. Появились методы точного измерения параметров во время цикла прессования, который может длиться всего несколько сотен миллисекунд. Рисунок 220 представляет собой воспроизведение типичного графика, полученного на четырехканальном осциллографе, показывающего силу нажатия верхнего и нижнего пуансона, ход верхнего и нижнего пуансона и силу выталкивания. На основе такой информации производственные машины могут программироваться и автоматически управляться.Разрабатываются и внедряются еще более сложные системы, так называемые тренажеры пресса. [Pg.257]
Рисунок 250. (a) Фотография и (b) схематическое изображение симулятора валкового пресса NCB / CRE, где (b) показаны звено и механизм привода … [Pg.293]
A подробнее Детальное исследование движения материала в реальной зоне уплотнения было выполнено на имитаторе валкового пресса с использованием маркерных шариков, кинематографической фотографии 16 мм и стереоанализа. Была записана картина потока частиц в чашках валкового пресса, что позволило определить распределение деформации.На рисунке 251 показаны примеры положения валика до и после частичного уплотнения. [Стр.294]
Была записана картина потока частиц в чашках валкового пресса, что позволило определить распределение деформации.На рисунке 251 показаны примеры положения валика до и после частичного уплотнения. [Стр.294]
| Рисунок 251. Результаты испытаний на тренажере валкового пресса. (а) рисунок валика до уплотнения, (б) рисунок валика после частичного уплотнения … |
 [Pg.342]
[Pg.342]Самая трудная лабораторная оценка — это валковые прессы высокого давления.Как обсуждалось в разделе 8.4.3, условия в зазоре между двумя встречно вращающимися, сходящимися поверхностями роликов зависят от стольких параметров, что практически невозможно точно предсказать производительность пресса. Чтобы смоделировать процесс и получить представление о макроскопических и микроскопических явлениях, которые происходят во время уплотнения в зазоре, был разработан и широко используется имитатор роликового пресса (рис. 11.24). За подробностями обращайтесь к более ранней книге автора [B.12b]. [Стр.485]
Одним из недостатков этого имитатора роликового пресса было то, что ему все еще требовалось относительно большое количество материала, а движение было медленным и ограниченным. В фармацевтической промышленности существует особая потребность в точном прогнозировании характеристик уплотнения сухих порошковых составов в валковых прессах во время разработки … [Pg.485]
Материалы | Бесплатный полнотекстовый | Износ роликов пресса из стали 20Х4 / 1.
 7027 в условиях брикетирования медного концентрата
7027 в условиях брикетирования медного концентрата1.Введение
Есть много процессов, в которых требуется, чтобы исходный материал приходил в форме больших кусков, а не в сыпучей форме [1,2,3]. Следовательно, агломерация является ключевым процессом, который в настоящее время используется в энергетике [4,5,6,7,8], тяжелой [9,10,11,12], химической [13,14] и фармацевтической промышленности [15,16, 17]. Широко используемым методом уплотнения сыпучих материалов является агломерация под давлением [1,2,3,4]. Он заключается в том, что материал подвергается давлению, в результате чего зерна становятся ближе друг к другу и образуются различные связи, чтобы сделать материал более прочным [18].Очень важным элементом правильно проведенной агломерации является эффективная подготовка материала [11,13,19] и его дозирование [17,20,21]. Процесс агломерации под давлением дает компактные формы с относительно низкой пористостью и удельной механической прочностью [6,12,18]. Эти формы могут быть в несколько тысяч раз больше по размеру по сравнению с зернами исходного материала. Промышленность охотнее использовала валковые прессы, чем другие брикетировочные машины, например, шнековые или пробивные брикетировочные машины [3,9,11,13,14,15,16].Машины этого типа демонстрируют постоянную работоспособность, одним из основных преимуществ которых является относительно невысокая потребность в энергии [3,8,9]. Агрегат уплотнения является особенно важным устройством среди систем агломерации под давлением [8,15,21], где и происходит производство агломерата. Это также самое слабое звено в конструкции брикетировочной машины. Стандартная система уплотнения состоит из формовочных элементов и питателя для непрерывной подачи предварительно подготовленного мелкозернистого материала.Наиболее часто используются прессы с двумя рабочими валками; однако также используются решения с одним или несколькими роликами. В брикетировочных машинах валки параллельны друг другу и вращаются в противоположных направлениях с одинаковой скоростью вращения. Рабочая часть роликов чаще всего выполняется в виде монолитных колец; Реже используются сегменты, устанавливаемые на специальную арматуру [3].
Промышленность охотнее использовала валковые прессы, чем другие брикетировочные машины, например, шнековые или пробивные брикетировочные машины [3,9,11,13,14,15,16].Машины этого типа демонстрируют постоянную работоспособность, одним из основных преимуществ которых является относительно невысокая потребность в энергии [3,8,9]. Агрегат уплотнения является особенно важным устройством среди систем агломерации под давлением [8,15,21], где и происходит производство агломерата. Это также самое слабое звено в конструкции брикетировочной машины. Стандартная система уплотнения состоит из формовочных элементов и питателя для непрерывной подачи предварительно подготовленного мелкозернистого материала.Наиболее часто используются прессы с двумя рабочими валками; однако также используются решения с одним или несколькими роликами. В брикетировочных машинах валки параллельны друг другу и вращаются в противоположных направлениях с одинаковой скоростью вращения. Рабочая часть роликов чаще всего выполняется в виде монолитных колец; Реже используются сегменты, устанавливаемые на специальную арматуру [3]. В традиционных валковых прессах полости на рабочих поверхностях валков развернуты так, что они взаимно зеркально отражаются на обоих валках [22].Узел уплотнения этого типа в литературных источниках называется симметричным [3,23]. Единичное давление в процессе уплотнения мелкозернистого материала часто достигает нескольких сотен МПа и является параметром, который, помимо прочего, зависит от свойств уплотняемого материала и геометрии системы уплотнения [8,15,24]. Его величина меняется в зависимости от расположения на формовочной поверхности [25]. Изменяемость единичного давления обусловлена возникновением различных зон уплотнения в полости, в которой формуется брикет [24], различными фазами уплотнения во время вращения формовочных колец [25], размером и расположением мертвых полей между отдельными формовочными элементами. полости, неоднородность уплотняемого материала.Полости, расположенные на цилиндрической поверхности, образуют специфический узор. Среди них есть пороги и узлы. Возникновение порогов и узлов среди полостей приводит к ритмичным ударным нагрузкам, действующим на ролики во время работы.
В традиционных валковых прессах полости на рабочих поверхностях валков развернуты так, что они взаимно зеркально отражаются на обоих валках [22].Узел уплотнения этого типа в литературных источниках называется симметричным [3,23]. Единичное давление в процессе уплотнения мелкозернистого материала часто достигает нескольких сотен МПа и является параметром, который, помимо прочего, зависит от свойств уплотняемого материала и геометрии системы уплотнения [8,15,24]. Его величина меняется в зависимости от расположения на формовочной поверхности [25]. Изменяемость единичного давления обусловлена возникновением различных зон уплотнения в полости, в которой формуется брикет [24], различными фазами уплотнения во время вращения формовочных колец [25], размером и расположением мертвых полей между отдельными формовочными элементами. полости, неоднородность уплотняемого материала.Полости, расположенные на цилиндрической поверхности, образуют специфический узор. Среди них есть пороги и узлы. Возникновение порогов и узлов среди полостей приводит к ритмичным ударным нагрузкам, действующим на ролики во время работы. Эти напряжения достигают своего пика, когда противоположные пороги обоих валков в валковом прессе входят в контакт [15,16]. Это негативное явление ограничивается последовательными рядами полостей, попеременно расположенных на поверхности ролика [21,26].Такое расположение позволяет минимизировать площади мертвых полей, образующих пороги и узлы. В брикетах, отформованных с использованием классической системы симметричного уплотнения, появляется линия разделения [23]. Это неблагоприятное свойство, связанное с образованием брикета, который сплавляется из материала, находящегося в двух противоположных полостях. Такие брикеты имеют тенденцию раскалываться пополам по линиям разъема после того, как они покидают формовочные полости [2]. В формовочной полости возникают единичные давления с разными значениями.Наименьшее значение единичного давления наблюдается в нижней части полости (рис. 1). Это может привести к неоднородному распределению плотности в брикете и потере его механической прочности [24].
Эти напряжения достигают своего пика, когда противоположные пороги обоих валков в валковом прессе входят в контакт [15,16]. Это негативное явление ограничивается последовательными рядами полостей, попеременно расположенных на поверхности ролика [21,26].Такое расположение позволяет минимизировать площади мертвых полей, образующих пороги и узлы. В брикетах, отформованных с использованием классической системы симметричного уплотнения, появляется линия разделения [23]. Это неблагоприятное свойство, связанное с образованием брикета, который сплавляется из материала, находящегося в двух противоположных полостях. Такие брикеты имеют тенденцию раскалываться пополам по линиям разъема после того, как они покидают формовочные полости [2]. В формовочной полости возникают единичные давления с разными значениями.Наименьшее значение единичного давления наблюдается в нижней части полости (рис. 1). Это может привести к неоднородному распределению плотности в брикете и потере его механической прочности [24]. Для создания однородного единичного давления однородные, классические подушкообразные формовочные полости могут быть обмелены в нижней зоне формовочной полости [1]. Такое решение также служит для продления срока эксплуатации формовочных колец и благоприятно сказывается на ограничении расслоения брикета по линии разъема.Брикеты в неглубоких формах для прессования имеют форму капли воды. При брикетировании мелкозернистых материалов рабочая поверхность сильно изнашивается [27,28,29]. Предполагалось, что они в первую очередь подвержены абразивному, усталостному и коррозионному износу. На рабочей поверхности роликов пороги и узлы называются так называемыми мертвыми полями, которые подвергаются интенсивному процессу износа, поскольку в этих местах возникают максимальные значения силы трения и высокого удельного давления.Это области, где рабочие кольца подвергаются процессу износа [30]. Износ приводит к пластической деформации, повреждению и абразивному износу порогов и узлов. Меняются также форма и размеры формовочных полостей.
Для создания однородного единичного давления однородные, классические подушкообразные формовочные полости могут быть обмелены в нижней зоне формовочной полости [1]. Такое решение также служит для продления срока эксплуатации формовочных колец и благоприятно сказывается на ограничении расслоения брикета по линии разъема.Брикеты в неглубоких формах для прессования имеют форму капли воды. При брикетировании мелкозернистых материалов рабочая поверхность сильно изнашивается [27,28,29]. Предполагалось, что они в первую очередь подвержены абразивному, усталостному и коррозионному износу. На рабочей поверхности роликов пороги и узлы называются так называемыми мертвыми полями, которые подвергаются интенсивному процессу износа, поскольку в этих местах возникают максимальные значения силы трения и высокого удельного давления.Это области, где рабочие кольца подвергаются процессу износа [30]. Износ приводит к пластической деформации, повреждению и абразивному износу порогов и узлов. Меняются также форма и размеры формовочных полостей. Формовочные полости подвергаются повторяемому износу, главным образом в их нижней части. Возможно, это связано с тем, что уплотненный материал вытекает из зоны уплотнения во время работы на заключительной стадии процесса (взаимодействующие полуформы на обоих валках открыты).Брикеты расширяются и пытаются вырваться из формовочной полости. Это также связано с упругим расширением брикетов [23], которое заставляет их перемещаться по рабочей поверхности и способствует абразивному износу. Износ рабочей поверхности формовочных колец происходит в результате уменьшения толщины стенок, разделяющих отдельные полости [30]. Единичное давление, оказываемое в формовочных полостях, неодинаково по всей длине формования ролика и достигает своего пика в середине ролика, поскольку поток уплотняемого материала в этой точке наиболее интенсивен.Самый медленный поток материала происходит у стенок уплотнений стороны питателя. Это происходит из-за силы трения, действующей между материалом и стенками питателя, которая заставляет поток тормозить в этих зонах [31].
Формовочные полости подвергаются повторяемому износу, главным образом в их нижней части. Возможно, это связано с тем, что уплотненный материал вытекает из зоны уплотнения во время работы на заключительной стадии процесса (взаимодействующие полуформы на обоих валках открыты).Брикеты расширяются и пытаются вырваться из формовочной полости. Это также связано с упругим расширением брикетов [23], которое заставляет их перемещаться по рабочей поверхности и способствует абразивному износу. Износ рабочей поверхности формовочных колец происходит в результате уменьшения толщины стенок, разделяющих отдельные полости [30]. Единичное давление, оказываемое в формовочных полостях, неодинаково по всей длине формования ролика и достигает своего пика в середине ролика, поскольку поток уплотняемого материала в этой точке наиболее интенсивен.Самый медленный поток материала происходит у стенок уплотнений стороны питателя. Это происходит из-за силы трения, действующей между материалом и стенками питателя, которая заставляет поток тормозить в этих зонах [31]. На основании этого можно объяснить, почему износ колец увеличивается при удалении от стенок питателя к их центру [30]. Самые внешние полости показывают самую низкую скорость изнашивания, в результате чего кольца демонстрируют самую высокую степень износа в их центральной части. Это приводит к уменьшению диаметра колец в их центральной части [30,31].Износ формовочных поверхностей связан с ухудшением механических свойств брикетов. Объем формующих полостей увеличивается по мере износа формовочных поверхностей. Увеличение объема брикетов снижает удельное давление, которое в крайних случаях может быть недостаточным для правильного слияния брикетов или может привести к тому, что материал останется в изношенных полостях формования. Это приводит к увеличению нагрузок на системы уплотнения и систему привода пресса, а также к снижению его производительности [22,32].Износ формовочной поверхности также может приводить к увеличению зазора между валками, что также приводит к снижению давления, оказываемого в формовочной полости.
На основании этого можно объяснить, почему износ колец увеличивается при удалении от стенок питателя к их центру [30]. Самые внешние полости показывают самую низкую скорость изнашивания, в результате чего кольца демонстрируют самую высокую степень износа в их центральной части. Это приводит к уменьшению диаметра колец в их центральной части [30,31].Износ формовочных поверхностей связан с ухудшением механических свойств брикетов. Объем формующих полостей увеличивается по мере износа формовочных поверхностей. Увеличение объема брикетов снижает удельное давление, которое в крайних случаях может быть недостаточным для правильного слияния брикетов или может привести к тому, что материал останется в изношенных полостях формования. Это приводит к увеличению нагрузок на системы уплотнения и систему привода пресса, а также к снижению его производительности [22,32].Износ формовочной поверхности также может приводить к увеличению зазора между валками, что также приводит к снижению давления, оказываемого в формовочной полости. Наш опыт показывает, что на износ роликов большое влияние оказывают свойства брикетируемого материала, особенно коэффициент внешнего трения, твердость и абразивные свойства. Действия, направленные на точную идентификацию механизмов износа, а также интенсивность этих явлений с течением времени, необходимо точно понимать и точно проверять с использованием реальных объектов.Ежегодное мировое производство меди составляет около 20 млн. Тонн меди, из которых 590 тыс. Тонн производится в Польше, из них более 120 тыс. Тонн в настоящее время производится с помощью технологии плавки медного концентрата в шахтной печи [33]. После измельчения и обогащения первоначально добытой медной руды она становится мелкозернистым концентратом. Его подают в шахтные печи для плавки медного штейна после его преобразования в куски [34] путем брикетирования с использованием жидкого сульфитного щелока и связующего [33].Однако текущие испытания в области анализа износа формовочных колец проводились только в узком объеме [30,31].
Наш опыт показывает, что на износ роликов большое влияние оказывают свойства брикетируемого материала, особенно коэффициент внешнего трения, твердость и абразивные свойства. Действия, направленные на точную идентификацию механизмов износа, а также интенсивность этих явлений с течением времени, необходимо точно понимать и точно проверять с использованием реальных объектов.Ежегодное мировое производство меди составляет около 20 млн. Тонн меди, из которых 590 тыс. Тонн производится в Польше, из них более 120 тыс. Тонн в настоящее время производится с помощью технологии плавки медного концентрата в шахтной печи [33]. После измельчения и обогащения первоначально добытой медной руды она становится мелкозернистым концентратом. Его подают в шахтные печи для плавки медного штейна после его преобразования в куски [34] путем брикетирования с использованием жидкого сульфитного щелока и связующего [33].Однако текущие испытания в области анализа износа формовочных колец проводились только в узком объеме [30,31]. Доступные испытания науглероживаемых сталей с аналогичным составом или свойствами в основном касались лабораторных испытаний на соответствующих стендах [35,36,37,38,39,40,41,42]. Поскольку медеплавильная промышленность является важным и стратегическим сектором тяжелой промышленности, было решено провести точный анализ износа формовочных колец, которые используются в промышленных условиях для брикетирования концентрата медной руды.
Доступные испытания науглероживаемых сталей с аналогичным составом или свойствами в основном касались лабораторных испытаний на соответствующих стендах [35,36,37,38,39,40,41,42]. Поскольку медеплавильная промышленность является важным и стратегическим сектором тяжелой промышленности, было решено провести точный анализ износа формовочных колец, которые используются в промышленных условиях для брикетирования концентрата медной руды.Целью данной работы был анализ износа формовочных валков из науглероженной стали 20Х4. Эта цель была достигнута с помощью анализа трехмерной геометрии, макроскопических наблюдений, оптической эмиссионной спектроскопии, металлографических микроскопических исследований с использованием световой и сканирующей электронной микроскопии, а также измерений твердости.
2. Материалы и методы
Испытания по оценке износа проводились на участке формовочного кольца, работающего в системе симметричного уплотнения с номинальным диаметром 1000 мм и рабочей шириной 580 мм.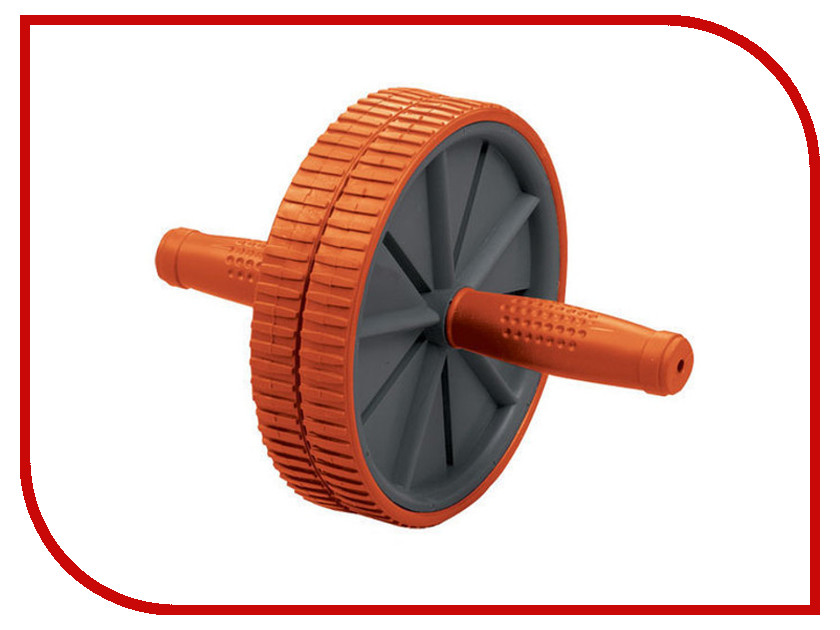 Формовочное кольцо устанавливали на четырехвалковый валковый пресс (пресс с двумя параллельно работающими системами уплотнения) производительностью 70 Мг / ч, мощностью привода 2 × 75 кВт, общей силой давления барабанов 8 МН и работал со скоростью 4,8 об / мин (рис. 2). Рабочая поверхность каждого кольца содержит 344 полости в форме капель воды, расположенных в восемь рядов по 34 полости в каждом, каждая из которых имеет объем 60 см 3 (120 см ). Всего 3 на каждый брикет) (Рисунок 3).Кольцо было изготовлено из стали 20Cr4 (1.7027), а его поверхность науглерожена на глубину 2 мм. Затем кольцо было подвергнуто термообработке (закалке и низкому отпуску). Согласно технологии производства твердость формовочной поверхности должна составлять 700 HV. Химический состав кольца, идентифицированный с помощью оптического эмиссионного спектрометра Foundry-Master (WAS) (Hitachi, Токио, Япония), представлен в таблице 1. Значения легирующих элементов попадают в стандартный диапазон, установленный для стали 20Cr4 [44].
Формовочное кольцо устанавливали на четырехвалковый валковый пресс (пресс с двумя параллельно работающими системами уплотнения) производительностью 70 Мг / ч, мощностью привода 2 × 75 кВт, общей силой давления барабанов 8 МН и работал со скоростью 4,8 об / мин (рис. 2). Рабочая поверхность каждого кольца содержит 344 полости в форме капель воды, расположенных в восемь рядов по 34 полости в каждом, каждая из которых имеет объем 60 см 3 (120 см ). Всего 3 на каждый брикет) (Рисунок 3).Кольцо было изготовлено из стали 20Cr4 (1.7027), а его поверхность науглерожена на глубину 2 мм. Затем кольцо было подвергнуто термообработке (закалке и низкому отпуску). Согласно технологии производства твердость формовочной поверхности должна составлять 700 HV. Химический состав кольца, идентифицированный с помощью оптического эмиссионного спектрометра Foundry-Master (WAS) (Hitachi, Токио, Япония), представлен в таблице 1. Значения легирующих элементов попадают в стандартный диапазон, установленный для стали 20Cr4 [44]. Кольцо проработало около 1100 ч в промышленных условиях.Брикетируемым материалом служил концентрат медной руды с сульфитным щелоком с влажностью около 4,0–4,5%. По оценкам, из каждой из 344 формовочных камер было произведено около 330 тысяч брикетов. Лабораторные испытания проводились на валковом прессе с кольцами диаметром 450 мм с подушкообразными формовочными полостями вместимостью 13 см 3 и показали, что давление, оказываемое на дно формовочной полости во время брикетирования концентрат медной руды с сульфитным щелоком с влажностью, содержащейся в благоприятном диапазоне, обычно составлял 25–30 МПа.Поскольку масштаб геометрического подобия, т.е. Уравнение (1), диаметра и производительности обоих прессов, которое показано Уравнениями (2) и (3), а также с учетом небольшого обмеления брикетов с вместимостью 120 см. 3 , можно сделать вывод, что давления, оказываемые в формовочных полостях пресса с диаметром валков 1000 мм, были примерно такими же:
Кольцо проработало около 1100 ч в промышленных условиях.Брикетируемым материалом служил концентрат медной руды с сульфитным щелоком с влажностью около 4,0–4,5%. По оценкам, из каждой из 344 формовочных камер было произведено около 330 тысяч брикетов. Лабораторные испытания проводились на валковом прессе с кольцами диаметром 450 мм с подушкообразными формовочными полостями вместимостью 13 см 3 и показали, что давление, оказываемое на дно формовочной полости во время брикетирования концентрат медной руды с сульфитным щелоком с влажностью, содержащейся в благоприятном диапазоне, обычно составлял 25–30 МПа.Поскольку масштаб геометрического подобия, т.е. Уравнение (1), диаметра и производительности обоих прессов, которое показано Уравнениями (2) и (3), а также с учетом небольшого обмеления брикетов с вместимостью 120 см. 3 , можно сделать вывод, что давления, оказываемые в формовочных полостях пресса с диаметром валков 1000 мм, были примерно такими же:D1D2 = 1000 мм 450 мм = 2,22
(2)
V1V23 = 120 см313 см33 = 2. 10
10
(3)
где D 1 и D 2 — диаметры валков (мм), а V 1 и V 2 — объемы брикетов (см 3 ), что подтверждено испытаниями с использованием компьютерной программы моделирования валка. Нажмите. Тренажер разработан сотрудниками отдела производственных систем Университета науки и технологий AGH на основе математической модели брикетирования на валковом прессе Гриневича [23]. В модели использован метод тонкого слоя.Этот метод заключался в разделении в зоне уплотнения объемных элементов брикетируемого материала, ограниченных боковыми поверхностями валков, их уплотнений, и двух плоскостей, перпендикулярных направлению движения материала, удаленных друг от друга на бесконечно малое расстояние. значение dy. Для определения связи между единичными силами и напряжениями на поверхности отделяемого элемента использовалось условие равновесия сил, действующих на него. Программа определила максимальное значение единичного давления, оказываемого на брикеты в центральной зоне формовочных полостей, а также нагрузки, возникающие в приводной и гидравлической системе [45]. При проведении испытания на моделирование брикетирования материала необходимо было определить характеристику давления уплотнения материала (ϑ) и изменчивость статического коэффициента трения (µ s ). В этом случае испытание характеристики давления уплотнения материала (ϑ) и изменение статического коэффициента трения (µ s ) были выполнены с использованием концентрата медной руды с 11% сульфитным щелочным связующим и были получены по уравнениям (4) и (5) следующим образом:
При проведении испытания на моделирование брикетирования материала необходимо было определить характеристику давления уплотнения материала (ϑ) и изменчивость статического коэффициента трения (µ s ). В этом случае испытание характеристики давления уплотнения материала (ϑ) и изменение статического коэффициента трения (µ s ) были выполнены с использованием концентрата медной руды с 11% сульфитным щелочным связующим и были получены по уравнениям (4) и (5) следующим образом:ϑ = 0.13165 с 14,68478 с -1,55615
(4)
где ϑ представляет собой характеристику давления уплотнения материала, s — уровень уплотнения, а w — влажность.µ с = −1,35629 с — 0,08215 Вт + 3,01968
(5)
где µ s — коэффициент статического трения, s — уровень уплотнения, а w — влажность. При моделировании использовались угол захвата 7,0 ° и влажность смеси 4,2%.Предполагалось, что износ роликов отсутствует. Испытания также показали, что при крайне неблагоприятных условиях эксплуатации, т. Е. При пересушивании материала до уровня влажности 2% и с минимальным зазором до 1 мм, время от времени могло случиться, что давление, оказываемое на дно формовочной полости, достигло более 100 МПа. Результаты моделирования представлены на рисунке 4. Поверхность оценивалась по фотографиям, сделанным с помощью камеры Nikon D5000 с объективом Nikkor 18-105 VR (Nikon, Токио, Япония), включая макрообъектив с 10-кратным увеличением. для каждого образца в трех местах.Схема образцов и точек наблюдения представлена на рисунке 5. Трехмерное сканирование поверхности (рисунок 6a) было выполнено с помощью сканера ROMER (Hexagon MI, Cobham, Surrey, UK). Для получения формата САПР собранные данные были обработаны в программе Geomagic Design X 64 (3D Systems, Rock Hill, SC, США) и экспортированы в программу SolidWorks 2016 (Dassault Systèmes S.A., Велизи-Виллакублей, Франция). Полученная трехмерная модель (рис. 6б) позволила создать виртуальные сечения матрицы и, следовательно, выбрать точки, из которых были взяты образцы для дальнейших испытаний.
Е. При пересушивании материала до уровня влажности 2% и с минимальным зазором до 1 мм, время от времени могло случиться, что давление, оказываемое на дно формовочной полости, достигло более 100 МПа. Результаты моделирования представлены на рисунке 4. Поверхность оценивалась по фотографиям, сделанным с помощью камеры Nikon D5000 с объективом Nikkor 18-105 VR (Nikon, Токио, Япония), включая макрообъектив с 10-кратным увеличением. для каждого образца в трех местах.Схема образцов и точек наблюдения представлена на рисунке 5. Трехмерное сканирование поверхности (рисунок 6a) было выполнено с помощью сканера ROMER (Hexagon MI, Cobham, Surrey, UK). Для получения формата САПР собранные данные были обработаны в программе Geomagic Design X 64 (3D Systems, Rock Hill, SC, США) и экспортированы в программу SolidWorks 2016 (Dassault Systèmes S.A., Велизи-Виллакублей, Франция). Полученная трехмерная модель (рис. 6б) позволила создать виртуальные сечения матрицы и, следовательно, выбрать точки, из которых были взяты образцы для дальнейших испытаний. Чтобы изменения температуры не влияли на результаты испытаний, матрица была вырезана с помощью абразивной гидроабразивной резки. Области, отмеченные на рисунке 7, были выбраны для металлографических испытаний. Образцы, отобранные надлежащим образом, предназначались для дальнейших металлографических испытаний и для наблюдения с помощью сканирующей электронной микроскопии. Координатные измерения проводились на машине Global с корундовой головкой. Металлографические микрошлифы от образцов, предварительно вырезанных в отмеченных местах, заменяли включениями смол, а затем шлифовали и полировали.Микросрезы протравливались 2% ниталем. Микроструктуру документировали с помощью микроскопа Carl Zeiss Axiovert 200 MAT (Carl Zeiss Microscopy Deutschland GmbH, Оберкохен, Германия). Микроструктуру можно наблюдать (Рисунок 8) на пороговых сечениях в точке X, отмеченной на схеме (Рисунок 5). На рис. 5 микроструктура в приповерхностном слое образцов наблюдалась в трех местах, отмеченных на схеме A, B и на краю AB.
Чтобы изменения температуры не влияли на результаты испытаний, матрица была вырезана с помощью абразивной гидроабразивной резки. Области, отмеченные на рисунке 7, были выбраны для металлографических испытаний. Образцы, отобранные надлежащим образом, предназначались для дальнейших металлографических испытаний и для наблюдения с помощью сканирующей электронной микроскопии. Координатные измерения проводились на машине Global с корундовой головкой. Металлографические микрошлифы от образцов, предварительно вырезанных в отмеченных местах, заменяли включениями смол, а затем шлифовали и полировали.Микросрезы протравливались 2% ниталем. Микроструктуру документировали с помощью микроскопа Carl Zeiss Axiovert 200 MAT (Carl Zeiss Microscopy Deutschland GmbH, Оберкохен, Германия). Микроструктуру можно наблюдать (Рисунок 8) на пороговых сечениях в точке X, отмеченной на схеме (Рисунок 5). На рис. 5 микроструктура в приповерхностном слое образцов наблюдалась в трех местах, отмеченных на схеме A, B и на краю AB. Испытания проводились с использованием сканирующего электронного микроскопа (Japan Electron Optics Laboratory Co., Ltd., Токио, Япония) и заключалась в наблюдении поверхностей истирания на порогах полостей рабочих колец. Измерение твердости кольца роликового пресса было выполнено методом Виккерса на поперечном сечении образца, взятого из первого ряда, из-за его наименьшей степени износа, с использованием твердомера Zwick / Roell ZHU 187,5 (ZwickRoell GmbH & Co. KG, Ульм, Германия). Первое измерение проводилось на расстоянии 0,5 мм от лица, а последующие измерения проводились вдоль участка, представленного на рисунке 5.Точки измерения находились на расстоянии 1 мм друг от друга. Испытания показали, что структура построена из отпущенного мартенсита или бейнита (рис. 8). Согласно фотографиям, сделанным с градуировкой 20 мкм, средний размер зерна исходного аустенита, определенный методом поверхности Бруха, составлял 25 мкм, в то время как его средняя площадь поверхности поперечного сечения составляла 586 мкм 2 .
Испытания проводились с использованием сканирующего электронного микроскопа (Japan Electron Optics Laboratory Co., Ltd., Токио, Япония) и заключалась в наблюдении поверхностей истирания на порогах полостей рабочих колец. Измерение твердости кольца роликового пресса было выполнено методом Виккерса на поперечном сечении образца, взятого из первого ряда, из-за его наименьшей степени износа, с использованием твердомера Zwick / Roell ZHU 187,5 (ZwickRoell GmbH & Co. KG, Ульм, Германия). Первое измерение проводилось на расстоянии 0,5 мм от лица, а последующие измерения проводились вдоль участка, представленного на рисунке 5.Точки измерения находились на расстоянии 1 мм друг от друга. Испытания показали, что структура построена из отпущенного мартенсита или бейнита (рис. 8). Согласно фотографиям, сделанным с градуировкой 20 мкм, средний размер зерна исходного аустенита, определенный методом поверхности Бруха, составлял 25 мкм, в то время как его средняя площадь поверхности поперечного сечения составляла 586 мкм 2 .
Dice Roller — Бросьте кубик для своих игр
1. Что такое FlipSimu Dice Roller?
FlipSimu Dice Roller — это инструмент, разработанный для виртуального катания игральной кости онлайн.(Die = единственное число, Dice = множественное число).
Это сделано потому, что мы узнали, что можем делать много забавных / настольных / классных игр, используя кости.
Этот инструмент не предназначен для азартных игр , но мы хотим сделать его отличным инструментом для развлечения и обучения.
У нас также есть возможность настройки цвета и звука для кристалла.
В случае, если вам нужен флиппер для монет, воспользуйтесь нашим симулятором подбрасывания монет.
 fontSize.h3″> 2. Как виртуально катить кубик?
fontSize.h3″> 2. Как виртуально катить кубик?Бросить кубик с помощью этого онлайн-ролика очень просто.Есть два способа бросить кубик.
1. Вы можете щелкнуть кубик или кнопку броска, чтобы начать случайное катание.
2. Вы можете долго нажимать и отпускать кнопку прокрутки, чтобы имитировать энергию качения.
3. Будет показан результат броска кубиков.
4. Вы также можете настроить цвета и звук в разделе настроек.
3. Список игр в кости?
Ниже приведен список игр в кости, в которые можно играть с нашим роликом для игры в кости.
- Математическая игра
- Настольная игра
- Ледокол
- прочие
4. Нам нужны ваши отзывы?
Мы хотим сделать наш роллер для игры в кости отличным средством для развлечения и в то же время полезным для обучения.
Если у вас есть отзывы о том, как сделать каток для игры в кости лучше с точки зрения дизайна, функций или чего-то еще. Пожалуйста, оставьте здесь свой отзыв.
5. Поделиться приложением?
Если вы довольны нашим роликом для игры в кости и хотите поделиться им со своими друзьями и семьей, вы можете легко сделать это, нажав кнопку «Поделиться».
Вы можете поделиться URL-адресом напрямую или через Facebook или Twitter.
Давайте скатим кубик с помощью ролика FlipSimu Dice!
Проектное предложение прототипа для производства гранул из древесных опилок путем моделирования
Мексиканская промышленность производит тонны органических отходов, которые не используются и вызывают социальные, экологические проблемы и проблемы со здоровьем. Основным органическим остатком, образующимся при производстве древесины, являются опилки (биомасса). Чтобы уменьшить проблемы, связанные с отходами, был разработан прототип для производства гранул биотоплива с использованием машины для гранулирования с плоской матрицей в соответствии со стандартом EN 14961-2.Конструкция машины состоит из нержавеющей стали 304 и углеродистой стали для производства окатышей диаметром и длиной 6 мм и 30 мм соответственно при 50–100 об / мин. Предлагаемые типы матриц были радиальными, спиральными и гексагональными. Для быстрого строительства конструкция стандартизирована. Результаты анализа методом конечных элементов показывают, что с этой конструкцией, соответствующей стандарту, можно производить окатыши от 50 до 1000 фунтов на квадратный дюйм (от 344,7 кПа до 6894,7 кПа).
Для быстрого строительства конструкция стандартизирована. Результаты анализа методом конечных элементов показывают, что с этой конструкцией, соответствующей стандарту, можно производить окатыши от 50 до 1000 фунтов на квадратный дюйм (от 344,7 кПа до 6894,7 кПа).
1. Введение
Использование ископаемого топлива в качестве первичного источника энергии привело к негативным последствиям для окружающей среды, таким как глобальное потепление и загрязнение воздуха.В последние годы во всем мире прилагаются усилия для создания различных технологий, основанных на экологически чистом производстве энергии [1, 2].
В настоящее время промышленность Мексики проявила интерес к замене ископаемого топлива этими возобновляемыми источниками энергии [3]. В частности, лесопильная промышленность производит огромное количество отходов, что усложняет управление в некоторых частях страны. Исходя из этого спроса, одной из наиболее важных альтернатив для разработки новых продуктов является его биомасса [4]. Чтобы уменьшить эту проблему, гранулы биотоплива из опилок являются новым источником энергии, которые могут быть разных типов, таких как брикеты, брикеты, кубики, древесная щепа и гранулы [5]. Более того, помимо биотоплива, гранулы можно использовать даже для более продвинутых целей, включая производство органических гранулированных удобрений после периода компостирования и специальной процедуры [6, 7]. Процесс получения гранул состоит из сбора сырья, сушки, измельчения, кондиционирования, гранулирования / брикетирования и просеивания / просеивания.Для этой цели можно найти два типа грануляторов: роликовый пресс с плоской матрицей и пресс с кольцевой матрицей [8]. Кольцевые штамповочные прессы считаются оптимальной технологией для производства древесных гранул [9].
Чтобы уменьшить эту проблему, гранулы биотоплива из опилок являются новым источником энергии, которые могут быть разных типов, таких как брикеты, брикеты, кубики, древесная щепа и гранулы [5]. Более того, помимо биотоплива, гранулы можно использовать даже для более продвинутых целей, включая производство органических гранулированных удобрений после периода компостирования и специальной процедуры [6, 7]. Процесс получения гранул состоит из сбора сырья, сушки, измельчения, кондиционирования, гранулирования / брикетирования и просеивания / просеивания.Для этой цели можно найти два типа грануляторов: роликовый пресс с плоской матрицей и пресс с кольцевой матрицей [8]. Кольцевые штамповочные прессы считаются оптимальной технологией для производства древесных гранул [9].
Компьютерная технология предлагает благоприятный путь для использования экспериментального ноу-хау и проведения анализа для новых и эффективных технологий, которые позволяют быстро, экономично и автоматически оценивать большое количество характеристик, которые могут привести к высокоэффективному машины. Полученные экспериментально результаты для формулирования математических представлений используются либо в компьютерном моделировании, либо в оптимизации в дальнейших экспериментах для проверки результатов и оптимизации [10].Таким образом, компьютеризированные технологии играют важную роль в области технологий твердого биотоплива. Моделирование и моделирование компонентов машины для гранулирования необходимо для концептуального понимания системы [11].
Полученные экспериментально результаты для формулирования математических представлений используются либо в компьютерном моделировании, либо в оптимизации в дальнейших экспериментах для проверки результатов и оптимизации [10].Таким образом, компьютеризированные технологии играют важную роль в области технологий твердого биотоплива. Моделирование и моделирование компонентов машины для гранулирования необходимо для концептуального понимания системы [11].
Мексика — страна с большим разнообразием возобновляемых ресурсов биомассы, технологии для этих целей недостаточны, а машины для укладки на поддоны, используемые для производства биотоплива из опилок, — это только новые темы [12].
Это исследование сосредоточено на разработке и анализе пресса с плоской матрицей для производства гранул из опилок биомассы.Вальцовая секция, а также плоская матрица были выбраны для определения окончательных параметров для создания и настройки геометрии гранулятора. Затем основной целью этой работы было спроектировать и сравнить радиальную, спиральную и гексагональную матрицы для моделирования лучшего производства окатышей с помощью анализа методом конечных элементов. Работа организована следующим образом. В Разделе 2 сообщается о последних исследованиях. В разделе 3 описаны технические характеристики конструкции грануляторов и характеристики гранул согласно стандарту EN 14961-2.В разделе 4 показаны основные компоненты гранулятора, опилки, прессованные в термо-холодном прессе, размеры гранул, сжатие опилок, перемещение и коэффициент безопасности. В разделе 5 представлены выводы и будущая работа.
Работа организована следующим образом. В Разделе 2 сообщается о последних исследованиях. В разделе 3 описаны технические характеристики конструкции грануляторов и характеристики гранул согласно стандарту EN 14961-2.В разделе 4 показаны основные компоненты гранулятора, опилки, прессованные в термо-холодном прессе, размеры гранул, сжатие опилок, перемещение и коэффициент безопасности. В разделе 5 представлены выводы и будущая работа.
2. Уровень техники
Полезная модель, описанная в CN200945426Y (китайский), состоит из деревообрабатывающего оборудования, в котором по меньшей мере два вращающихся ролика, противоположно расположенных на приводном валу в осевом направлении, и модуль роликовых колец, расположенный по периферии.Точно так же изобретение в RU2566692C2 (русский) описывает пресс-гранулятор для изготовления частиц с модульной конструкцией и работой с целью регулировки, избегая обслуживания отдельных модулей. В патенте США В US 4511321 описана машина для уплотнения и гранулирования экструдируемого материала. Он включает в себя, в комбинации, плоскую горизонтальную фильеру и средства приложения давления, расположенные над штамповочной плитой, средства приложения давления, имеющие различные альтернативные формы, такие как средства непрерывной цепи, несущие множество разнесенных прижимных элементов, или средства ролика, несущие возвратно-поступательную раму.CN205672878U относится к гранулятору с кольцевой матрицей и устройству гранулирования, которые обеспечивают простую конструкцию, небольшой объем, высокую эффективность и низкое энергопотребление кольцевой формы в машине. Другой полезной моделью является гранулятор с круглой головкой с вертикальным главным валом, оснащенный машиной с двойным редуктором, которая приводит в движение главный вал и вращается (CN205517625U). Как было заявлено Челиком и др., Исследования, связанные с проектированием оптимального штампа с помощью автоматизированного проектирования и подходов к оптимизации конструкции, очень ограничены [13].Для этой конструкции учитывались такие параметры, как сила, необходимая для уплотнения, емкость, поверхность давления плаггера, диаметр и скорость гидравлического цилиндра, скорость потока уплотнителя, гидравлический насос и выбор двигателя.
Он включает в себя, в комбинации, плоскую горизонтальную фильеру и средства приложения давления, расположенные над штамповочной плитой, средства приложения давления, имеющие различные альтернативные формы, такие как средства непрерывной цепи, несущие множество разнесенных прижимных элементов, или средства ролика, несущие возвратно-поступательную раму.CN205672878U относится к гранулятору с кольцевой матрицей и устройству гранулирования, которые обеспечивают простую конструкцию, небольшой объем, высокую эффективность и низкое энергопотребление кольцевой формы в машине. Другой полезной моделью является гранулятор с круглой головкой с вертикальным главным валом, оснащенный машиной с двойным редуктором, которая приводит в движение главный вал и вращается (CN205517625U). Как было заявлено Челиком и др., Исследования, связанные с проектированием оптимального штампа с помощью автоматизированного проектирования и подходов к оптимизации конструкции, очень ограничены [13].Для этой конструкции учитывались такие параметры, как сила, необходимая для уплотнения, емкость, поверхность давления плаггера, диаметр и скорость гидравлического цилиндра, скорость потока уплотнителя, гидравлический насос и выбор двигателя. Эта машина работает без экструзии, камер предварительного нагрева и проблем выброса, которые были связаны с ручным прессом.
Эта машина работает без экструзии, камер предварительного нагрева и проблем выброса, которые были связаны с ручным прессом.
В последнее время исследователи используют программное обеспечение Solidworks® и инструмент FEA для моделирования элементов машин, таких как штамп [14]. Например, давление, поддерживаемое гидроцилиндром в спроектированной уплотнительной машине, составляет 100 тонн при 10000 фунтов на квадратный дюйм (100000 кг при 68947.5 кПа), при этом необходимо было обеспечить давление, поддерживаемое задним блоком, верхним блоком и матрицей уплотнения, а также блокирующим устройством. По этой причине Деринг проанализировал максимальное растяжение, предел упругости и коэффициент безопасности деталей [15]. С другой стороны, группа Macko оптимизировала силу и кинематику движения каждого компонента с помощью программного обеспечения Solidworks® в машине с производительностью до 100 кг / ч [16]. Celik et al. изучили степень сжатия (CR) с помощью анализа методом конечных элементов (FEA), основанного на дизайне образца с параметрами плоской матрицы с одним отверстием (геометрические размеры) в зависимости от различных значений давления сжатия [13]. Аналогичным образом, Šooš et al. разработан, спроектирован и испытан пресс-пресс (с защищенным патентом) для производства прессового биотоплива оптимальной формы, почти круглой формы [17].
Аналогичным образом, Šooš et al. разработан, спроектирован и испытан пресс-пресс (с защищенным патентом) для производства прессового биотоплива оптимальной формы, почти круглой формы [17].
В этом же контексте анализ механики жидкости (CFD) гранулятора с использованием Solidworks® Flow Simulation показал, что существуют факторы, важные для гранулирования. Эти факторы в основном связаны с качеством; здесь приводятся некоторые примеры: сырье, производительность гранулятора и ход процесса гранулирования, трение в матрице, поверхность и материал, из которого изготовлены матрица и пресс, длина и диаметр отверстий в матрице, толщина материала биомассы, который подвергается давлению роликов на поверхность фильеры — толщина слоя материала, достигающего отверстий фильеры, и частота сжатия — и скорость, с которой движется прижимной валик.Однако модель должна быть ограничена одним входом и одним выходом, а система конструкции должна быть упрощена для расчетов [18]. Чтобы проанализировать конечный продукт прессованного биотоплива сфероидальной формы, конструкция компактирующей машины была выполнена на основе оптимизации таких параметров, как отношение поверхности к объему, плотность и форма. Результаты показали, что необходимо некоторое время удерживать уплотненную деталь под высоким давлением и температурой [19].Olawale et al. спроектировал недорогую, малогабаритную поршневую брикетировочную машину с гидравлическим приводом под давлением 40 бар и производительностью 120 брикетов в час [20].
Результаты показали, что необходимо некоторое время удерживать уплотненную деталь под высоким давлением и температурой [19].Olawale et al. спроектировал недорогую, малогабаритную поршневую брикетировочную машину с гидравлическим приводом под давлением 40 бар и производительностью 120 брикетов в час [20].
3. Материалы и методы
Эта работа начинается с поиска информации, относящейся к различным типам грануляторов, о которых сообщается. Кроме того, данные, относящиеся к опилкам и типу стали, которая будет использоваться, были получены из нескольких таблиц данных и статей в литературе. Впоследствии расчеты были выполнены путем определения параметров, относящихся к роликовой части и плоской головке, которая должна иметь гранулятор с вертикальным слоем для уплотнения биомассы и производства гранул.Предыдущее испытание было проведено, чтобы оценить, можно ли прессовать биомассу из опилок при давлениях, близких к давлениям, установленным в стандартах, и составить отчет. Для этого биомассу предварительно сушили в сушильном шкафу при 100 ° C в течение 24 часов; Были рассмотрены два типа систем, основанных на размерах частиц: первая представляла собой опилки в исходном состоянии, а вторая — опилки, измельченные с использованием сита 0,5 мм в мельнице CT 293 Cyclotec Sample Mill (FOSS, Дания). Для получения гранул каждого размера частиц использовался термо-холодный пресс.Затем 1 г продукта прессовали под давлением 50, 100, 500 и 1000 фунтов на квадратный дюйм (344,7 кПа, 689,4 кПа, 3447,38 кПа и 6894,7 кПа). После того, как данные были найдены и установлены, а также после расчета параметров, программное обеспечение Solidworks® было использовано для создания и редактирования геометрии модели станка. Машина была спроектирована из углеродистой стали, за исключением матрицы, которая спроектирована из нержавеющей стали 304 для производства от 300 до 1220 кг / ч гранул диаметром и длиной 6 мм и 300 мм соответственно.
Для получения гранул каждого размера частиц использовался термо-холодный пресс.Затем 1 г продукта прессовали под давлением 50, 100, 500 и 1000 фунтов на квадратный дюйм (344,7 кПа, 689,4 кПа, 3447,38 кПа и 6894,7 кПа). После того, как данные были найдены и установлены, а также после расчета параметров, программное обеспечение Solidworks® было использовано для создания и редактирования геометрии модели станка. Машина была спроектирована из углеродистой стали, за исключением матрицы, которая спроектирована из нержавеющей стали 304 для производства от 300 до 1220 кг / ч гранул диаметром и длиной 6 мм и 300 мм соответственно.
Также были разработаны три разные матрицы: радиальная, спиральная и шестиугольная. Радиальный тип обычно используется для производства пеллет; однако его рабочая поверхность не используется в значительной степени, тогда как конструкция рабочей поверхности спирального и гексагонального типов может улучшить производство гранул без изменения физических и химических характеристик продукта. Как известно, основной частью является матрица, поскольку она подвержена напряжениям и механическому трению.Таким образом, предлагаемую конструкцию необходимо подтвердить численным моделированием. По этой причине конструкции матриц были численно смоделированы с помощью Software Inventor Autodesk® версии 2017 с учетом нержавеющей стали AISI 304 с физическими характеристиками, указанными в таблице 1.
Как известно, основной частью является матрица, поскольку она подвержена напряжениям и механическому трению.Таким образом, предлагаемую конструкцию необходимо подтвердить численным моделированием. По этой причине конструкции матриц были численно смоделированы с помощью Software Inventor Autodesk® версии 2017 с учетом нержавеющей стали AISI 304 с физическими характеристиками, указанными в таблице 1.
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 00588
00588Был проведен статический анализ с давлением 8,89476 МПа и 20 МПа на рабочей поверхности матрицы. Первое значение — это тип, используемый для этой машины, и оптимальное значение, наблюдаемое во время физических испытаний в холодно-холодном прессе для получения гранул из опилок; однако важно отметить, что было включено большее давление для подтверждения возможных деформаций.
4. Результаты и обсуждение
4.
 1. Основные компоненты гранулятора
1. Основные компоненты гранулятораМоделирование гранулятора, полученное с помощью программного обеспечения Solidworks®, показано на рисунке 1, и оно состоит из системы подшипников длиной и диаметром 140 мм и 80 мм, соответственно. Эта система имеет на концах подшипниковый соединитель, регулируемый винтами высокого давления; Важно отметить, что подшипник имеет регулировочную направляющую, которая регулирует рабочее давление. Его производительность составляет 60 кг / ч при скорости вращения диска от 50 до 100 об / мин для гранул диаметром и длиной 6 мм и 30 мм соответственно.
4.2. Опилки, прессованные в машине для горячего и холодного прессования
На рисунке 2 показаны физические характеристики гранул, полученных в виде первичных опилок и опилок, измельченных под давлением 50, 100, 500 и 1000 фунтов на квадратный дюйм (344,7, 689,4, 3447,38 и 6894,7 кПа соответственно). .
Было замечено, что гранулы можно получать из биомассы опилок либо в виде первичных, либо размолотых с размером частиц 0,5 мм. Внешний вид гранул улучшается при увеличении давления прессования. По этой причине было решено и подтверждено, что 1000 фунтов на квадратный дюйм является оптимальным условием для использования в конструкции машины.
Внешний вид гранул улучшается при увеличении давления прессования. По этой причине было решено и подтверждено, что 1000 фунтов на квадратный дюйм является оптимальным условием для использования в конструкции машины.
4.3. Размеры гранул
В соответствии со стандартами EN-14961-2 и CEN / TS 14691, гранулы диаметром 6 мм (Ø) подходят для предотвращения крошки во время транспортировки. По этой причине гранулы, изучаемые в этом исследовании, были выбраны на основе этого диаметра. Параметры, учитываемые при проектировании гранулятора, приведены в Таблице S1 (Дополнительные материалы). Важно отметить, что машина для гранулирования спроектирована на основе стандартов EN 14961-2 и CENT / TS 14691, которые определяют характеристики гранул и сертификаты для твердого биотоплива соответственно.
4.4. Сжатие опилок
Во время сжатия опилок ролики выполняют основную функцию сжатия материала в отверстии круглой плоской матрицы, и, как следствие, в матрице возникают силы.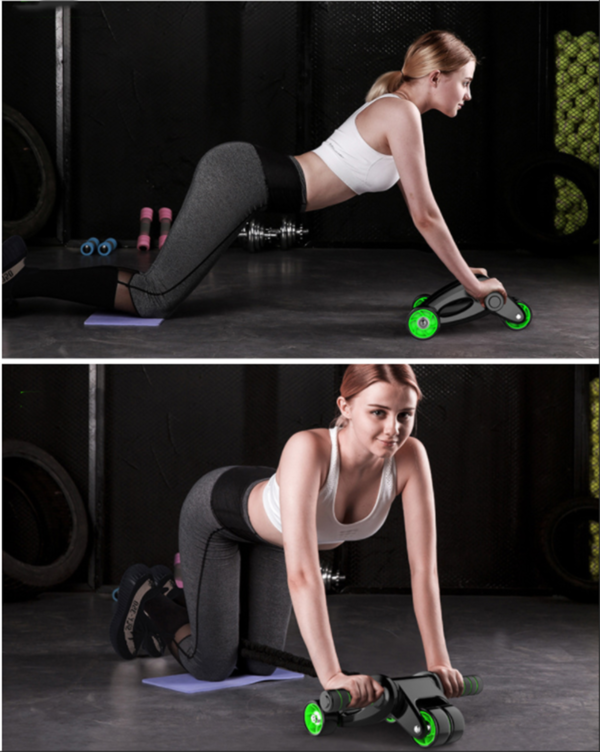 По этой причине необходимо учитывать различные параметры сжатия; они упомянуты в таблицах S2 – S4 (дополнительные материалы).
По этой причине необходимо учитывать различные параметры сжатия; они упомянуты в таблицах S2 – S4 (дополнительные материалы).
Мощность гранулятора рассчитывается на основе силы, необходимой каждому валку для прижатия материала со скоростью вращения основной матрицы.Червячные передачи обычно используются на малую и среднюю мощность, не превышающую 60 кВт. В небольшом пространстве они могут получить относительно высокий коэффициент скорости. По этой причине был выбран этот тип трансмиссии, чтобы дать движение валу, который соединен с роликами. Червячные винты обычно изготавливаются из углеродистой стали (от 0,40 до 0,50 мас.% По C), а также из низколегированной стали с содержанием Cr и Cr-Ni. Изношенные колеса изготовлены из бронзы, состав которой зависит от скорости скольжения и напряжения трансмиссии (Таблица S5, дополнительный материал для расчета).
Лопасти соединены с главными осями, их скорость вращения составляет 261 об / мин. Считалось, что эти лопасти расположены примерно на 5 ° по отношению к главной оси. При проектировании бункера учитывались стенки достаточно крутые и с низким коэффициентом трения. Для достижения этой цели была использована методология, представленная на Рисунке 3. Результаты показаны в Таблице S6 (Дополнительные материалы для оценки).
При проектировании бункера учитывались стенки достаточно крутые и с низким коэффициентом трения. Для достижения этой цели была использована методология, представленная на Рисунке 3. Результаты показаны в Таблице S6 (Дополнительные материалы для оценки).
Для экспериментального определения функции потока материала (MF) предел текучести ограниченных опилок и основное напряжение ( σ 1 ) были рассмотрены для построения σ 1 против и σ 1 против 1 / участков (см. Таблицу 2 и Рисунок 4).На этих графиках пересечение обеих прямых линий показало критическое натяжение (CAS), которое в данном случае было примерно равным. 2 кПа. Используя CAS и (1) и (2), можно найти минимальный диаметр () (= 0,88 м):
| ||||||||||||||||||||
 47
47Для этой машины требуется 1 л в объеме, и по этой причине высота () и диаметр () бункера были оценены на основе следующих уравнений:
Учитывая, что
и соответствуют 1,0305 м и 0,3139 м, соответственно.
4.5. Смещение
Максимальные смещения, которые давление может вызвать в радиальной матрице, были обнаружены при 0,136 мм и 0,3946 мм при 1000 фунтов на квадратный дюйм и 2900 фунтов на квадратный дюйм (6894,7 кПа и 19994,8 кПа), соответственно. Это можно увидеть на рисунке 5. Для спиральной матрицы смещение составило 0,1275 мм и 0,3698 мм при 1000 фунтов на квадратный дюйм и 2900 фунтов на квадратный дюйм (6894,7 кПа и 19994,8 кПа), соответственно (см. Рисунок 6). А для гексагональной матрицы это смещение составляло 0,1134 мм и 0,3289 мм при давлении 1000 фунтов на квадратный дюйм и 2900 фунтов на квадратный дюйм (6894. 7 кПа и 19994,8 кПа) соответственно (см. Рисунок 7).
7 кПа и 19994,8 кПа) соответственно (см. Рисунок 7).
В этом смысле анализ FEA показал, что конструкции с тремя матрицами под давлением 1000 фунтов на квадратный дюйм и 2900 фунтов на квадратный дюйм (6894,7 кПа и 19994,8 кПа) не влияют на их механическую структуру, поскольку величина смещения для радиального диска составляет 0,3946, а для шестиугольный диск составляет 0,3289 при давлении 2900 фунтов на квадратный дюйм (19994,8 кПа).
Статический анализ показывает, что геометрия является ключевым фактором при проектировании матрицы; гексагональная матрица дает больше гранул в соотношении 150/72, чем гексагональная и радиальная; то есть, по сравнению с радиальной матрицей, можно удвоить производство с конфигурацией гексагональной матрицы, не влияя на ее структуру.
4.6. Фактор безопасности
Фактор безопасности — это отношение между значением и максимальной пропускной способностью системы и значением фактически ожидаемого требования, которому она будет подвергаться; другими словами, это указывает на превышение емкости системы над ее требованиями. На рисунках 8–10 представлены результаты моделирования трех типов матриц. Значения безопасности были следующими: 0,38 и 0,13 для радиального при 1000 и 2900 фунтов на квадратный дюйм (6894,7 кПа и 19994,8 кПа), 0.47 и 0,16 для спирали при 1000 и 2900 фунтов на квадратный дюйм (6894,7 кПа и 19994,8 кПа) и 0,55 и 0,19 для гексагональной при 1000 и 2900 фунтов на квадратный дюйм (6894,7 и 19994,8 кПа).
На рисунках 8–10 представлены результаты моделирования трех типов матриц. Значения безопасности были следующими: 0,38 и 0,13 для радиального при 1000 и 2900 фунтов на квадратный дюйм (6894,7 кПа и 19994,8 кПа), 0.47 и 0,16 для спирали при 1000 и 2900 фунтов на квадратный дюйм (6894,7 кПа и 19994,8 кПа) и 0,55 и 0,19 для гексагональной при 1000 и 2900 фунтов на квадратный дюйм (6894,7 и 19994,8 кПа).
На основании этих результатов машина для гранулирования с плоской матрицей была разработана в соответствии с европейским стандартом EN 14961-2. Результаты моделирования методом FEA показали, что конструкция радиальной, спиральной и гексагональной матриц под нагрузкой 1000 и 2900 фунтов на квадратный дюйм (6894,7 кПа и 19994,8 кПа, соответственно) не влияет на их механическую структуру.Максимальное смещение для радиального и шестиугольного было 0,3946 мм и 0,3289 мм при нагрузке 2900 фунтов на квадратный дюйм (19994,8 кПа), соответственно. Они демонстрируют, что геометрия является важным фактором при проектировании; гексагональная матрица будет производить больше гранул при соотношении гексагональной / радиальной матрицы 150/72. Возможно удвоение производства конфигурацией гексагональной матрицы; эта конфигурация не повлияет на структуру машины. Гранулятор был разработан из нержавеющей стали 304 и углеродистой стали, производительность от 300 до 1220 кг / ч для гранул диаметром 6 мм и длиной 30 мм, соответственно.Процесс производства гранул сложен, поскольку в него вовлечены разные факторы: тип биомассы, влажность, давление уплотнения, конструкция и тип материала машины, размер частиц, температура опилок и скорость вращения матрицы.
Возможно удвоение производства конфигурацией гексагональной матрицы; эта конфигурация не повлияет на структуру машины. Гранулятор был разработан из нержавеющей стали 304 и углеродистой стали, производительность от 300 до 1220 кг / ч для гранул диаметром 6 мм и длиной 30 мм, соответственно.Процесс производства гранул сложен, поскольку в него вовлечены разные факторы: тип биомассы, влажность, давление уплотнения, конструкция и тип материала машины, размер частиц, температура опилок и скорость вращения матрицы.
Чтобы поддержать эту конструкцию, мы делаем упор на физическое испытание на уплотнение, в котором ключевую роль играют давление, состав биомассы и размер частиц. Как отмечают Castellano et al. [21], состав биомассы играет ключевую роль в качестве гранул, поскольку он влияет на величину трения внутри матрицы каналов и определяет возможность агломерации частиц.В аналогичных исследованиях изучается сырье для производства гранул: овсяница, люцерна, сорго, тритикале, мискантус и ива [22], в то время как другие изучают процент относительной влажности, который является важным фактором для производства гранул [23]. Важно отметить, что биомасса используется не только в энергетических целях; Souri et al. изучали выделение азота как фактор роста растений после производства гранулированных удобрений как добавленную стоимость коровьего навоза. Они отмечают, что для этих целей предпочтительно низкое компактное давление [6, 7].
Важно отметить, что биомасса используется не только в энергетических целях; Souri et al. изучали выделение азота как фактор роста растений после производства гранулированных удобрений как добавленную стоимость коровьего навоза. Они отмечают, что для этих целей предпочтительно низкое компактное давление [6, 7].
Для численного моделирования методом FEA давление уплотнения, использованное в этой работе, составляло 6,89 МПа и 20 МПа (1000 и 2900 фунтов на кв. Дюйм), в то время как для физических испытаний учитывались четыре различных давления: 0,344, 0,689, 3,447 и 6,894. МПа (50, 100, 500 и 1000 фунтов на квадратный дюйм) соответственно.
Различные исследования, относящиеся к теоретическому давлению сжатия, подтверждают интервал между 188 МПа и 295 МПа. Также упоминается, что биомасса, температура, влажность и размер частиц определяют давление прессования [24].При производстве окатышей в пилотном масштабе сообщалось о давлении прессования 8,65–9,5 МПа [25].
Существуют различные модели для конструкции гранулятора [26]; однако результаты этого исследования методом конечных элементов и испытаний на физическое уплотнение показали, что можно производить окатыши с такой конструкцией в соответствии с EN 14961-2. Еще одним важным моментом является то, что конструкция станка стандартизирована для быстрого и экономичного производства.
Еще одним важным моментом является то, что конструкция станка стандартизирована для быстрого и экономичного производства.
5.Выводы
Гранулятор с плоской головкой был разработан на основе европейского стандарта EN 14961-2 (определение характеристик гранул) и стандарта CENT / TS 14691 (Европейский сертификат твердого биотоплива). Эта машина была разработана из нержавеющей стали 304 и углеродистой стали, производительность от 30 до 60 кг / час для гранул диаметром 6 мм и длиной 30 мм; Разработаны матрицы трех типов: радиальная, спиральная и гексагональная; они сравнивались посредством моделирования для лучшего производства окатышей.Конструкция была подтверждена методом конечных элементов на трех типах матрицы, и испытания на физическое уплотнение были выполнены при различных давлениях: 50, 100, 500 и 1000 фунтов на квадратный дюйм (344,7, 689,4, 3447,38 и 6894,7 кПа).
Результаты моделирования с помощью конечных элементов показывают, что конструкции радиальных, спиральных и гексагональных матриц под нагрузкой 1000 и 2900 фунтов на квадратный дюйм (6894,7 кПа и 19994,8 кПа) не влияют на их механическую структуру; статический анализ показывает, что геометрия является важным фактором в конструкции матриц, а гексагональная матрица обеспечивает большее производство гранул в соотношении 2: 1 по сравнению с радиальным типом, в то время как испытания на физическое уплотнение показывают производство гранул под давлением. около 1000 фунтов на квадратный дюйм.
около 1000 фунтов на квадратный дюйм.
Процесс производства гранул сложен, поскольку в него вовлечены различные факторы, такие как тип биомассы, влажность, давление уплотнения, конструкция и тип материала машины, размер частиц, температура опилок и скорость вращения матрицы между прочими. По этой причине эта работа будет продолжена для производства различных гранул с разными физико-химическими параметрами и для анализа того, как эти параметры влияют на качество гранул. Конструкция этой машины стандартизирована с технической точки зрения, чтобы ее можно было построить быстро и экономично; однако его конструкция необходима для проведения соответствующих испытаний с учетом всех факторов, которые могут повлиять на производство гранул.
Номенклатура
| : | Давление ролика |
| : | Среднее напряжение текучести при деформации |
| : | Экструзия деформации |
| a = 0,8–0,9 и b = 1,2–1,5: | Эмпирические константы под углом от 50 ° до 60 ° |
| : | Поверхность матрицы |
| : | Среднее значение напряжения текучести опилок во время деформации (60 МПа) |
| : | Начальная высота после прохождения рабочей поверхности ролика |
| : | Давление сжатого материала на стенку контейнера |
| : | Коэффициент трения между опилками и сталью |
| : | Начальная высота материала перед прохождением через рабочую поверхность | : | Диаметр уплотняющего ролика |
| : | Радиус уплотняющего ролика |
| : | Поверхность ролика |
| : | Плотность стали |
| : | Нормальная скорость ролика |
| R : | Радиус матрицы |
| : | Объемный расход. |
Доступность данных
Данные, использованные для подтверждения выводов этого исследования, можно получить у соответствующего автора по запросу.
Конфликт интересов
Авторы заявляют об отсутствии конфликта интересов в отношении публикации этой статьи.
Выражение признательности
Авторы выражают признательность за финансовую поддержку, оказанную Secretaría de Investigación y Posgrado (SIP) Национального политического института (IPN) Мексики в рамках проектов SIP 20192030, 201 и 20196710.
Дополнительные материалы
Таблица S1: основные параметры гранул и их соответствующие значения. Таблица S2: формула и данные параметров, относящихся к сжатию опилок в матрице. Таблица S3: формула и данные параметров, относящихся к ролику. Таблица S4: формула и данные параметров, относящихся к матрице и рабочей поверхности. Таблица S5: формула и данные, относящиеся к требуемой мощности, винту и заводной головке. Таблица S6: формула и данные, относящиеся к конструкции бункера. (Дополнительные материалы)
(Дополнительные материалы)
Пример использования продукта, уплотненного роликом с высокой загрузкой лекарственного средства — моделирование уплотнения
[learn_more caption = ”Джеффри Н.Хеменуэй »]
Gilead Sciences Inc., Фостер-Сити, Калифорния, США
Джеффри Хеменуэй, доктор философии. в настоящее время является старшим научным сотрудником по разработке рецептур и процессам в Gilead Sciences Inc. Он получил степень бакалавра химии в Университете Миссури, Канзас-Сити, и докторскую степень по фармацевтической химии в Университете Канзаса, где он проходил обучение в области пролекарств. дизайн и характеристика. Он присоединился к отделу биофармацевтики в Bristol Meyers Squibb, где работал в области разработки твердых пероральных рецептур и производственных процессов, масштабирования и передачи технологий для программ на ранних и поздних стадиях.Он является членом AAPS и в настоящее время является избранным председателем секции FDD. На своей нынешней должности в Gilead Sciences он возглавляет группу ученых, отвечающих за фармацевтические открытия, предварительные разработки, разработку рецептур и производственных процессов, масштабирование, аутсорсинг производства GMP и нормативную документацию CMC для доклинических, ранних и поздних стадий программ.
Аннотация:
Здесь представлен обзор практического применения моделирования уплотнения для оценки основных механических свойств и оценки производительности высокоскоростного пресса для конечных порошковых смесей из запланированных экспериментов и других ключевых опытных партий.Этот пример представлен как тематическое исследование для соединения класса 2 BCS с относительно высокой загрузкой лекарственного средства в таблетированной композиции, которая производится с использованием процесса роликового уплотнения. Моделирование уплотнения использовалось для изучения механических свойств готовых порошковых смесей DoE при коммерчески значимых скоростях. Профили таблетируемости, прессуемости и сжимаемости были получены с использованием 10-миллиметрового инструмента с плоской поверхностью и волнового профиля с одной кромкой при максимальной скорости штампа приблизительно 680 мм / с и времени выдержки 10 мс.Результаты были проанализированы с помощью Design Expert, версия 9 (Stat-Ease Inc. , Миннеаполис, Миннесота, США). Пошаговая регрессия путем обратного исключения использовалась для выявления значимых ответов с достоверностью ≥ 95% (т. Е. P ≤ 0,05). Репликация сжатия использовалась для оценки производительности высокоскоростного сжатия. Профили штампа были получены для модели пресса промышленного масштаба и инструментов для конкретного продукта с использованием программного обеспечения Press Profiler версии 4.0.9 (Phoenix Calibration & Services Ltd, West Midlands, UK).Профили сжатия были созданы с использованием параметров таблетирования, специфичных для продукта, при моделируемых скоростях пресса 75 об / мин с максимальной скоростью пуансона приблизительно 800 мм / с и временем выдержки 6 мс.
, Миннеаполис, Миннесота, США). Пошаговая регрессия путем обратного исключения использовалась для выявления значимых ответов с достоверностью ≥ 95% (т. Е. P ≤ 0,05). Репликация сжатия использовалась для оценки производительности высокоскоростного сжатия. Профили штампа были получены для модели пресса промышленного масштаба и инструментов для конкретного продукта с использованием программного обеспечения Press Profiler версии 4.0.9 (Phoenix Calibration & Services Ltd, West Midlands, UK).Профили сжатия были созданы с использованием параметров таблетирования, специфичных для продукта, при моделируемых скоростях пресса 75 об / мин с максимальной скоростью пуансона приблизительно 800 мм / с и временем выдержки 6 мс.
Исследование оптимизации рецептуры проводилось как пятифакторный дробно-факторный план экспериментов 25-1 с использованием процесса уплотнения с фиксированными роликами. Исследования факторов дизайна включали загрузку лекарственного средства, свойства порошка API (например, средний размер частиц), уровень смазки, уровень наполнителя A и степень наполнителя B. Была определена прогностическая модель для влияния факторов разработки состава на таблетируемость. Статистический анализ показал основные эффекты для уровня смазки, уровня наполнителя A и размера частиц API, а также взаимодействие между загрузкой лекарственного средства и степенью наполнения B. Дополнительные исследования чувствительности к смазке были проведены для дальнейшей оценки риска сжатия, связанного с более широким диапазоном уровней смазки и окончательного времени смешивания для оптимизированного состава. Воспроизведение на высокой скорости сжатия использовалось для оценки конечных смесей из партий, чувствительных к смазыванию.Более высокий уровень смазки и более длительное время смешивания приводят к снижению профилей усилия / твердости и ограничению испытаний на твердость (без предварительного сжатия). Добавление от 10 до 25% предварительного сжатия решило проблему с укупоркой при испытании на твердость и привело к приемлемым профилям сжатия на моделированном прессе на скоростях до 75 об / мин (> 2500 т / мин) для всех уровней смазки при самом продолжительном времени смешивания.
Была определена прогностическая модель для влияния факторов разработки состава на таблетируемость. Статистический анализ показал основные эффекты для уровня смазки, уровня наполнителя A и размера частиц API, а также взаимодействие между загрузкой лекарственного средства и степенью наполнения B. Дополнительные исследования чувствительности к смазке были проведены для дальнейшей оценки риска сжатия, связанного с более широким диапазоном уровней смазки и окончательного времени смешивания для оптимизированного состава. Воспроизведение на высокой скорости сжатия использовалось для оценки конечных смесей из партий, чувствительных к смазыванию.Более высокий уровень смазки и более длительное время смешивания приводят к снижению профилей усилия / твердости и ограничению испытаний на твердость (без предварительного сжатия). Добавление от 10 до 25% предварительного сжатия решило проблему с укупоркой при испытании на твердость и привело к приемлемым профилям сжатия на моделированном прессе на скоростях до 75 об / мин (> 2500 т / мин) для всех уровней смазки при самом продолжительном времени смешивания. Результаты предсказывают охват подходящего диапазона для процесса окончательного смешивания в промышленном масштабе.
Результаты предсказывают охват подходящего диапазона для процесса окончательного смешивания в промышленном масштабе.
Процесс валкового уплотнения был разработан с использованием четырехфакторной центральной композитной конструкции для изучения факторов, влияющих на силу уплотнения валков, зазор между валками, скорость валков и размер грохота на процесс и характеристики продукта. Статистический анализ механических свойств конечных смесей привел к относительно слабым моделям, вероятно, из-за наличия сложных взаимодействий, но общее влияние факторов дизайна на таблетируемость было ясно видно. Исследования высокоскоростной репликации для центральной точки и экстремально пере / недоуплотненных конечных смесей продемонстрировали приемлемые характеристики сжатия для исследуемых диапазонов параметров процесса.Приблизительно 10% предварительного сжатия требовалось для всех значений прочности, чтобы исключить покрытие таблеток и расслоение при более высоких усилиях сжатия для условий обработки с недостаточным гранулометрическим составом и центральной точкой. Результаты этих исследований вместе с другими ключевыми факторами отклика привели к определению подходящего расчетного пространства для процесса роликового уплотнения.
Результаты этих исследований вместе с другими ключевыми факторами отклика привели к определению подходящего расчетного пространства для процесса роликового уплотнения.
python — программа-симулятор игры в кости
Вот несколько советов о том, как упростить и отформатировать код.
Обрыв прямо из петли
В вашей конструкции цикла действительно нет смысла отслеживать выход , выход .Кроме того, exit используется Python, и лучше не использовать эти вещи повторно, потому что это может сбивать с толку. Вместо этого что-то вроде:
пока True:
если input (msg) .lower () == 'exit':
перемена
Кроме того, это показывает, что вам действительно нужен только один оператор ввода. Вместо этого сообщение для ввода можно настроить по мере необходимости.
Избегайте лишних паров
Во всех трех случаях у вас есть дополнительный набор внешних скобок.
если (ввод == "выход"):
while (введите == "" или не выходите):
enter = (input ("Нажмите Enter, чтобы свернуть снова! \ n"). ниже())
 ниже())
ниже())
Используйте описательные имена переменных
В качестве примера у вас есть переменная с именем count , которая, я думаю, будет более описательной как roll_number . Кроме того, dice_number может быть более описательным как dice_value .
Используйте язык программирования в полной мере.
Python имеет набор изящных операторов, которые могут сделать код более чистым.
count = count + 1
Можно записать как:
count + = 1
, что делает более явным, что переменная увеличивается, а не просто присваивается.
PEP8
Вам следует подумать о форматировании вашего кода в соответствии с pep8. Это важно при совместном использовании кода, поскольку единый стиль значительно упрощает чтение вашего кода другим программистам. Существуют различные инструменты, помогающие сделать код pep8 совместимым. Я использую PyCharm IDE, которая показывает нарушения pep8 прямо в редакторе.
Я использую PyCharm IDE, которая показывает нарушения pep8 прямо в редакторе.
Одно замечание PEP8, которое я выделю, — не использовать относительно очевидные комментарии. С чистым кодом и описательными именами переменных код часто будет таким же описательным, как и комментарии.
Реконструированный код:
"" "Эта программа представляет собой симулятор игры в кости, который выдает результат от 1 до 6
каждый раз, когда Пользователь нажимает Enter. Чтобы закрыть Программу,
Пользователь должен набрать в консоли «Выход».
"" "
случайный импорт
print («Привет! Добро пожаловать в Дайси!»)
Распечатать("""
.-------. _______
/ о / | / \\ \\
/ _______ / o | / о \\ о \\
| о | | / о \\ ______ \\
| о | о / \\ о / о /
| о | / \\ o / o /
'-------' \\ / ____ o_ /
"" ")
roll_number = 0
msg = "Нажмите Enter, чтобы свернуть (или) Введите" Exit ", чтобы закрыть.\ n \ n "
в то время как True:
если input (msg) .lower () == 'exit':
перемена
roll_number + = 1
dice_value = random. randint (1, 6)
print (f "{roll_number}> У вас есть {dice_value} \ n")
msg = "Нажмите Enter, чтобы снова свернуть! \ n"
 randint (1, 6)
print (f "{roll_number}> У вас есть {dice_value} \ n")
msg = "Нажмите Enter, чтобы снова свернуть! \ n"
randint (1, 6)
print (f "{roll_number}> У вас есть {dice_value} \ n")
msg = "Нажмите Enter, чтобы снова свернуть! \ n"
Моделирование и контроль роликового уплотнения для фармацевтического производства. Часть I: Динамика процесса и структура управления
Шлиоут Г., Ламменс Р.Ф., Кляйнебудде П. Сухое гранулирование с помощью роликового уплотнителя. Часть I: функциональные узлы и режимы работы.Pharma Tech Europ. 2000. 12 (11): 24–35.
Google ученый
Саммерс М., Олтон Мэн. Гранулирование. В: Aulton ME, редактор. Фармацевтика: наука о дизайне лекарственных форм. Лондон: Черчилль Ливингстон; 2002. с. 364–78.
Google ученый
 org/ScholarlyArticle»> 3.
org/ScholarlyArticle»> 3.Кляйнебудде П. Прессование в валках / сухое гранулирование: фармацевтическое применение. Europ J Pharma Biopharma. 2004. 58: 317–26.
Артикул CAS Google ученый
von Eggelkraut-Gottanka SG, Abed SA, Muller W., Schmidt PC. Валковое уплотнение и таблетирование сухого экстракта зверобоя с использованием роликового уплотнителя с регулируемым усилием и шириной зазора. I. Гранулирование и таблетирование восьми различных партий экстракта. Pharma Dev Tech. 2002. 7 (4): 433–45.
Артикул Google ученый
Johanson JR. Теория прокатки сыпучих материалов. Trans ASME: J Appl Mech B. 1965; 32 (4): 842–8.
CAS Google ученый
 org/ScholarlyArticle»> 6.
org/ScholarlyArticle»> 6.Jenike AW, Shield RT. О пластическом течении кулоновских тел после первоначального отказа. Trans ASME: J Appl Mech B. 1959; 81: 599–602.
Google ученый
Маршалл Э.А. Теория уплотнения несжимаемых сыпучих материалов прокаткой.J Inst Math Appl. 1973; 12 (1): 21–36.
Артикул Google ученый
Маршалл Э.А. Уплотнение сыпучих материалов прокаткой II. Эффект сжимаемости материала. J Inst Math Appl. 1974; 13: 279–98.
Google ученый
Dec RT, Zavaliangos A, Cunningham JC. Сравнение различных методов моделирования для анализа уплотнения порошка в валковом прессе. Пудра Технол. 2003. 130: 265–71.
Пудра Технол. 2003. 130: 265–71.
Артикул CAS Google ученый
Биндхумадхаван Г., Севилья JPK, Адамс М.Дж., Гринвуд Р.В., Фитцпартрик С. Уплотнение фармацевтического наполнителя в рулонах: экспериментальное подтверждение теории прокатки для гранулированных твердых частиц. Chem Eng Sci. 2005; 60: 3891–7.
Артикул CAS Google ученый
Inghelbrecht S, Remon J-P, de Aguiar PF, Walczak B., Massart DL, Van De Velde F, et al.Аппаратура роликового уплотнителя и оценка параметров настройки нейронными сетями. Int J Pharam. 1997. 148: 103–15.
Артикул CAS Google ученый
 org/ScholarlyArticle»> 12.
org/ScholarlyArticle»> 12.Туркоглу М., Айдын И., Мюррей М., Сакр А. Моделирование процесса уплотнения руля с использованием нейронных сетей и генетических алгоритмов. Europ J Pharma Biopharma. 1999; 48: 239–45.
Артикул CAS Google ученый
Манса Р., Бридсон Р., Гринвуд Р., Севилья Дж., Баркер Х. Использование интеллектуального программного обеспечения для прогнозирования влияния рецептуры и параметров обработки на валковое уплотнение. Proc World Congress Agglomeration; Бангкок 2005.
Зоммер К., Хаузер Г. Текучесть и сжатие исходных твердых частиц для валковых прессов и экструзионных прессов. Пудра Технол. 2003. 130: 272–6.
Артикул CAS Google ученый
 org/ScholarlyArticle»> 15.
org/ScholarlyArticle»> 15.Моррис KR, Nail SL, Peck GE, Byrn SR, Griesser UJ, Stowell JG и др. Достижения в области фармацевтических материалов и обработки. Pharm Sci Technol сегодня. 1998. 1 (6): 235–45.
Артикул CAS Google ученый
Гупта А., Пек Г.Е., Миллер Р.В., Моррис К.Р. Влияние влажности окружающей среды на уплотнение порошка микрокристаллической целлюлозы, подвергающегося одноосному сжатию и роликовому уплотнению: сравнительное исследование с использованием спектроскопии в ближнем инфракрасном диапазоне.J Pharma Sci. 2005. 94 (10): 2301–13.
Артикул CAS Google ученый
Ли Ф., Мейер Р.Ф., Черн Р., ред. понимание критических параметров в процессе роликового уплотнения и разработка нового метода масштабирования. Весеннее национальное собрание Айше 2006 г .; Орландо, Флорида; 2006
Весеннее национальное собрание Айше 2006 г .; Орландо, Флорида; 2006
Шлиоут Г., Ламменс РФ, Кляйнебудде П., Бультманн М. Сухое гранулирование с помощью роликового уплотнителя. Часть II: оценка режимов работы.Pharma Tech Europ. 2002. 14 (9): 32–9.
CAS Google ученый
Gereg GW, Cappola ML. Возможность роликового уплотнения для новых кандидатов в лекарственные препараты. Фармацевтическая технология: таблетирование и гранулирование. 2002: 14–23.
Hu P-H, Ehmann KF. Динамическая модель процесса прокатки. Часть I: однородная модель. Int J Mach Tools Manuf. 2000. 40 (1): 1–19.
Артикул Google ученый
 org/ScholarlyArticle»> 21.
org/ScholarlyArticle»> 21.Гигон П., Саймон О. Конструкция валкового пресса — влияние систем принудительной подачи на уплотнение. Пудра Технол. 2003; 130: 41–8.
Артикул CAS Google ученый
Heckel RW. Соотношение плотности и давления при уплотнении порошка. Trans Metall Soc AIME. 1961; 221: 671–5.
CAS Google ученый
Heckel RW. Анализ явлений уплотнения порошка.Trans Metall Soc AIME. 1961; 221: 1001–8.
Google ученый
Кавакита К., Лудде К-Х. Некоторые соображения по уравнениям сжатия порошка. Пудра Технол. 1971; 4 (2): 61–8.